অপরীক্ষিত রিটেইল ডিসপ্লেতে বিপুল বাজেট ব্যয় করা আর্থিক আত্মহত্যার শামিল। এর কাঠামোগত অখণ্ডতা এবং রঙের নিখুঁত নির্ভুলতা নিশ্চিত করতে, উৎপাদন শুরু করার আগেই এর ভৌত যাচাই প্রয়োজন।.
হ্যাঁ। ব্যাপক উৎপাদন শুরু করার আগে একটি প্রুফ গ্রহণ করা বাধ্যতামূলক। কারখানাগুলো বাস্তব অ্যাসেম্বলি পরীক্ষার জন্য ছাপবিহীন কাঠামোগত সাদা নমুনা এবং আর্টওয়ার্কের অ্যালাইনমেন্ট যাচাই করার জন্য ডিজিটাল প্রুফ তৈরি করে। এই প্রোটোটাইপিং পর্যায়টি ব্যয়বহুল ত্রুটি দূর করে, যা নিশ্চিত করে যে চূড়ান্ত ঢেউখেলানো কাঠামো খুচরা বিক্রেতাদের কঠোর নিয়মকানুন ও কার্যকারিতার প্রত্যাশা পূরণ করে।.

কিন্তু মেশিনগুলো চলতে শুরু করলে শুধু তত্ত্ব জানাই যথেষ্ট নয়। একটি সুন্দর পিডিএফ রেন্ডার এবং বাস্তব ঢেউখেলানো মেঝের প্রদর্শনের মধ্যকার ব্যবধানটিতেই লাভের মার্জিন শেষ হয়ে যায়।.
প্যাকেজিং তৈরি করতে কত সময় লাগে?
ত্রুটিপূর্ণ নকশার চেয়ে সময়সীমার ভুল হিসাবের কারণে খুচরা বাজারে পণ্য প্রসারের পরিকল্পনা বেশি ব্যর্থ হয়। ক্রয়কারী দলগুলো প্রায়শই মেশিনের উৎপাদন গতির দিকে নজর দেয়, অথচ প্রিপ্রেস ইঞ্জিনিয়ারিংয়ের বাস্তবতাগুলোকে পুরোপুরি উপেক্ষা করে।.
কাস্টম প্যাকেজিং তৈরি করতে, খুচরা বিক্রেতার কাছে পণ্য সরবরাহের নির্ধারিত তারিখ থেকে সাধারণত ৬০ দিনের একটি সময়সীমা লাগে। এই গুরুত্বপূর্ণ ধাপগুলোর মধ্যে রয়েছে স্ট্রাকচারাল ইঞ্জিনিয়ারিং, ফিজিক্যাল প্রোটোটাইপিং, প্রিপ্রেস ক্যালিব্রেশন, মাস ডাই-কাটিং, লিথো-ল্যামিনেশন এবং চূড়ান্ত ট্রানজিট টেস্টিং। কঠোর কাঠামোগত যাচাইকরণ ছাড়া এই প্রক্রিয়াটি ত্বরান্বিত করলে মারাত্মক মাল পরিবহনের ব্যর্থতার ঝুঁকি মারাত্মকভাবে বেড়ে যায়।.

কিন্তু স্প্রেডশিটের সময়সূচী কেবলই এক কল্পনা। যখন আপনি বাস্তবে কাজ শুরু করেন, তখন তাত্ত্বিক সময়সূচি বাস্তবতার সাথে ধাক্কা খায়।.
প্যালেটের ওজনে কেন 'তাড়াহুড়োর কাজ' ভেস্তে যায়
ব্র্যান্ড এজেন্সিগুলো অবাস্তব দুই সপ্তাহের উৎপাদন সময়সূচী চাপিয়ে দিতে ভালোবাসে, এই ভেবে যে একটি চূড়ান্ত ডিজিটাল টেমপ্লেট মানেই কারখানাটি সঙ্গে সঙ্গে প্রিন্ট ও কাট করতে পারবে। তারা বিশ্বাস করে যে, স্ট্যান্ডার্ড ৩২ ইসিটি (এজ ক্রাশ টেস্ট) টেস্টলাইনার১- আচরণ হুবহু একই থাকে, আপনি যত দ্রুতই এটি প্রসেস করুন না কেন। এটি অত্যন্ত গুরুত্বপূর্ণ প্রোটোটাইপিং পর্যায়কে উপেক্ষা করে, যেখানে ব্যাপক উৎপাদন চূড়ান্ত হওয়ার আগে আমাদের প্রমাণ করতে হয় যে জ্যামিতিটি আসলেই ওজন ধরে রাখতে পারে।
এটা শুধু তত্ত্ব নয়—পরীক্ষাগারে আমি প্রতিনিয়ত এই সমস্যার সম্মুখীন হই। একটি বড় ক্রীড়া সামগ্রীর ব্র্যান্ড ২৪-ঘণ্টার সাদা নমুনার পর্যায়টি বাদ দিয়ে সরাসরি অফসেট প্রেসে যাওয়ার জন্য তাড়াহুড়ো করে ১৫ দিনের একটি সময়সীমা চাপিয়ে দেওয়ার চেষ্টা করেছিল। প্রথমে, আমি ধরে নিয়েছিলাম যে তাদের ভারী এন্ড-ক্যাপের। আমার ধারণা পুরোপুরি ভুল ছিল। অভ্যন্তরীণ ISTA (ইন্টারন্যাশনাল সেফ ট্রানজিট অ্যাসোসিয়েশন) 3A ড্রপ টেস্ট সিমুলেশন2, স্থির লোডের কারণে বিচ্যুতি ১.১৫ ইঞ্চি (২৯.২ মিমি) ছাড়িয়ে যায়। ভিত্তিটি সম্পূর্ণভাবে বেঁকে যায় কারণ তাড়াহুড়ো করে তৈরি করা ঢেউখেলানো কাগজের দানার দিকটি নিম্নমুখী বলের সাথে ভুলভাবে সারিবদ্ধ ছিল3।আমি অবিলম্বে উৎপাদন লাইনটি থামিয়ে দিই এবং কাঠামোগত পুনর্গঠনের কাজ শুরু করি। আমি CAD (কম্পিউটার-এইডেড ডিজাইন) ফাইলটি পুনরায় ডিজাইন করি, কাগজের দানাগুলোকে উল্লম্বভাবে স্থাপন করি এবং গাণিতিকভাবে নির্ভুল একটি দ্বি-প্রাচীরযুক্ত ভাঁজ করা ভিত্তি যুক্ত করি। কাঁচামালের স্বচ্ছতার দাবি করে এবং জ্যামিতি পুনরায় ক্রমাঙ্কন করে, আমি উল্লম্ব সংকোচন শক্তি পুনরুদ্ধার করি।
| ইঞ্জিনিয়ারড সলিউশন | শারীরিক ফলাফল | মালবাহী সম্মতি ROI |
|---|---|---|
| উল্লম্ব শস্য অভিমুখীকরণ | ১.১৫ ইঞ্চি (২৯.২ মিমি) বিচ্যুতি দূর করা হয়েছে4 | খুচরা বিক্রেতার শতভাগ প্রত্যাখ্যান প্রতিরোধ করে |
| ডাবল-ওয়াল ফোল্ডেড বেস5 | বিক্ষিপ্ত শীর্ষ-ভারী প্যালেট লোড | ট্রানজিটে পিষ্ট হওয়ার ঝুঁকি দূর করে |
| ২৪-ঘণ্টার প্রোটোটাইপিং পর্যায় | যাচাইকৃত BCT লোড ক্ষমতা6 | মোট মজুদ মূল্য সুরক্ষিত করে |
ডিজিটাল কাটিং টেবিলের পর্যায়ে তাড়াহুড়ো করলে তা সম্পূর্ণ কাঠামোগত ব্যর্থতা নিশ্চিত করে। বাস্তব সরবরাহ শৃঙ্খলের চাপ সামলানোর জন্য প্রকৌশলগত পরিকল্পনা, বিপণনের যথেচ্ছ সময়সীমার চেয়ে সর্বদা বেশি গুরুত্বপূর্ণ।.
🛠️ হার্ভির ডেস্ক: সর্বোচ্চ স্ট্যাকিং শক্তির জন্য আপনার বর্তমান উৎপাদন সময়সূচীতে কি উল্লম্ব শস্য বিন্যাসকে বিবেচনা করা হচ্ছে? 👉 একটি ব্যক্তিগত স্ট্রাকচারাল ৩ডি স্ট্রেস সিমুলেশনের জন্য অনুরোধ করুন ↗ — আমি ২৪ ঘন্টার মধ্যে প্রতিটি স্ট্রাকচারাল ফাইল ব্যক্তিগতভাবে পর্যালোচনা করি।
পণ্য প্যাকেজিংয়ের ধাপগুলি কী কী?
ফ্লোচার্টে উৎপাদন প্রক্রিয়ার রূপরেখা আঁকা সহজ মনে হয়। কিন্তু কাঁচামালগুলোর মধ্যে যে রাসায়নিক বিক্রিয়াগুলো ঘটে, সেগুলো অত্যন্ত অস্থিতিশীল।.
একটি পণ্য প্যাকেজিংয়ের পর্যায়গুলোর মধ্যে রয়েছে স্ট্রাকচারাল ইঞ্জিনিয়ারিং, প্রিপ্রেস কালার ক্যালিব্রেশন, গণ মুদ্রণ, লিথো-ল্যামিনেশন, স্বয়ংক্রিয় ডাই-কাটিং, ভাঁজ করা এবং চূড়ান্তভাবে আঠা লাগানো। প্রতিটি গুরুত্বপূর্ণ পর্যায়ে নিখুঁত পরিবেশগত নিয়ন্ত্রণ প্রয়োজন, কারণ উচ্চ-গতির শিল্প সমাবেশের সময় কাঁচা ঢেউখেলানো তন্তু এবং আঠা আর্দ্রতা, মেশিনের চাপ এবং টানের প্রতি তীব্রভাবে প্রতিক্রিয়া দেখায়।.

কিন্তু মেশিনগুলো চলতে শুরু করলে শুধু তত্ত্ব জানাই যথেষ্ট নয়। প্রিন্টিং এবং ডাই-কাটিংয়ের মধ্যবর্তী ধাপে লুকিয়ে আছে এক রাসায়নিক দুঃস্বপ্ন।.
লিথো-ল্যামিনেশনের সময় "আর্দ্রতা জনিত বিকৃতি"
গ্রাহকরা মনে করেন যে একটি অনমনীয় বি-ফ্লুট ঢেউখেলানো বোর্ডের উপর একটি উচ্চ-মানের মুদ্রিত টপ-শিট লাগানো একটি সহজ, শুষ্ক যান্ত্রিক পদক্ষেপ। তারা আশা করেন যে এই সম্মিলিত উপাদানগুলির ফলে উৎপাদন লাইন থেকে সরাসরি একটি নিখুঁতভাবে সমতল ডিসপ্লে প্যানেল তৈরি হবে। এটি লিথো-ল্যামিনেশনের রাসায়নিক বাস্তবতাকে সম্পূর্ণরূপে উপেক্ষা করে, যেখানে জল-ভিত্তিক আঠা ব্যাপক পৃষ্ঠটান সৃষ্টি করেযা বোর্ডের আকৃতি পরিবর্তন করে দেয়।
এটা শুধু তত্ত্ব নয়—পরীক্ষার জায়গায় আমি এই সমস্যার সম্মুখীন হই। আমরা একটি বিশাল সাইডকিক ডিসপ্লে প্রোটোটাইপ চালাচ্ছিলাম , এবং ক্লায়েন্ট চিৎকার করে ফোন করলেন কারণ তাদের কাছে আসা প্রাথমিক নমুনাগুলো দেখতে আলুর চিপসের মতো হয়ে গিয়েছিল। প্রথমে, আমি ভেবেছিলাম সাধারণ টেস্টলাইনার আঠার লাইনের নিচে তার আকৃতি ধরে রাখবে। আমি পুরোপুরি ভুল ছিলাম। জল-ভিত্তিক পিভিএ (পলিভিনাইল অ্যাসিটেট) আঠা ছিদ্রযুক্ত লাইনারবোর্ড ৮-এর মধ্যে ব্যাপকভাবে শোষিত হয়ে গিয়েছিল । কারখানার সাধারণ বাতাসে এটি শুকানোর সময়, আমি আক্ষরিক অর্থেই জমাট বাঁধা আঠার তীব্র, অম্লীয় গন্ধ পাচ্ছিলাম এবং একই সাথে দেখছিলাম যে প্রচণ্ড পৃষ্ঠটানের কারণে ৬০-ইঞ্চি (১৫২.৪ সেমি) লম্বা প্যানেলগুলো ০.৭৫ ইঞ্চি (১৯ মিমি) ভেতরের দিকে বেঁকে যাচ্ছে। এটি ঠিক করার জন্য, আমি এজেন্সির রেন্ডারটি বাতিল করে প্রথম থেকে রাসায়নিক প্রক্রিয়াটি চালালাম। আমি একটি উপাদানগত আপগ্রেড কার্যকর করি, একটি ভারসাম্যপূর্ণ ডুপ্লেক্স বোর্ড কাঠামো নির্দিষ্ট করি এবং আঠার সংকোচন প্রতিরোধ করার জন্য একটি পাতলা ব্যাক-লাইনার ৯ যোগ করি। একটি সুষম ওজন-ভিত্তিক প্রোটোকল প্রয়োগের মাধ্যমে আমি বোর্ডের জ্যামিতি স্থিতিশীল করেছি, যা বোর্ডটিকে বেঁকে যাওয়া ছাড়াই সম্পূর্ণ অক্ষত অবস্থায় তৈরি করে। এর ফলে অ্যাসেম্বলির ঘর্ষণ ব্যাপকভাবে কমে যায় এবং ক্লায়েন্টের কায়িক শ্রম বাবদ আনুমানিক ১৫% খরচ সাশ্রয় হয়।
| ইঞ্জিনিয়ারড সলিউশন | শারীরিক ফলাফল | কো-প্যাকিং ROI |
|---|---|---|
| ভারসাম্যপূর্ণ ডুপ্লেক্স বোর্ড10 | প্রতিহত পৃষ্ঠটান | হাতে করে জোড়া লাগানোর সময় কমায় |
| পাতলা ব্যাক-লাইনার সংযোজন11 | ০.৭৫ ইঞ্চি (১৯ মিমি) বাঁক থেমে গেছে। | কো-প্যাকার ঘর্ষণ দূর করে |
| ডেড-ওয়েট কিউরিং প্রোটোকল12 | জোর করে একটি পুরোপুরি সমতল বোর্ড তৈরি করা হয়েছে | কাঠামোগত বর্গাকারত্ব নিশ্চিত করে |
উপাদানের রসায়নই কাঠামোগত সহনশীলতা নির্ধারণ করে। নিখুঁতভাবে সমতল ও বিক্রয়ের জন্য প্রস্তুত ডিসপ্লে তৈরির জন্য ল্যামিনেশনের সময় ভৌত স্তরগুলোর মধ্যে ভারসাম্য বজায় রাখা অপরিহার্য।.
🛠️ হার্ভির ডেস্ক: পিভিএ আঠার বেঁকে যাওয়া রোধ করতে আপনার কারখানা ঠিক কোন কিওর ওয়েট প্রোটোকল ব্যবহার করে, তা কি আপনি জানেন? 👉 আজই আপনার স্ট্রাকচারাল BOM অডিট করুন ↗ — ১০০% গোপনীয়। আপনার অপ্রকাশিত রিটেইল ডিজাইনগুলো আমার কাছে সুরক্ষিত।
কাস্টম প্যাকেজিং কি মূল্যবান?
সাধারণ বাক্স হয়তো শুরুতে কিছু পয়সা বাঁচায়, কিন্তু উৎপাদন লাইনে এতে প্রচুর অর্থ ব্যয় হয়। নিখুঁত প্রকৌশল হলো সরবরাহ শৃঙ্খলের টিকে থাকার জন্য একটি বিনিয়োগ।.
হ্যাঁ। কাস্টম প্যাকেজিং-এ বিনিয়োগ করা লাভজনক, কারণ এটি সুনির্দিষ্টভাবে ডাইমেনশনাল ওয়েট অপ্টিমাইজ করে, প্যালেটের ঘনত্ব সর্বাধিক করে এবং মারাত্মক কাঠামোগত ব্যর্থতা প্রতিরোধ করে। ইঞ্জিনিয়ারড করোগেটেড ডিসপ্লে কো-প্যাকিংয়ের জন্য প্রয়োজনীয় শ্রমের সময় ব্যাপকভাবে কমিয়ে দেয় এবং ব্যয়বহুল রিটেইল চার্জব্যাক দূর করে, যা প্রমিত স্টক বক্স ব্যবহারের তুলনায় দীর্ঘমেয়াদে বিপুল আর্থিক রিটার্ন প্রদান করে।.
কিন্তু যন্ত্রগুলো চলতে শুরু করলে শুধু তত্ত্ব জানাই যথেষ্ট নয়। পরিবেশগত পদার্থবিদ্যাকে বিবেচনায় না আনলে কাস্টমাইজেশন অর্থহীন।.
'আর্দ্রতা স্ফীতি' সমাবেশ ফাঁদ থেকে বেঁচে থাকা
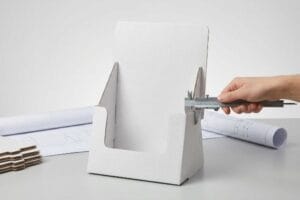
শীতাতপ নিয়ন্ত্রিত স্টুডিওতে বসে গ্রাফিক ডিজাইনাররা প্রায়শই বোর্ডের সম্পূর্ণ শুষ্ক ক্যালিপারের উপর ভিত্তি করে ডাইলাইন স্লটের টলারেন্স নির্ধারণ করেন, এই ভেবে যে একটি বি-ফ্লুটের মাপ সবসময় হুবহু একই থাকবে। সর্বোচ্চ দৃষ্টিনন্দনতার জন্য তারা আঁটসাঁট, মসৃণ এবং পরস্পর সংযুক্ত ট্যাব ডিজাইন করেন। সমুদ্রপথে পরিবহনের সময় গুদামের পারিপার্শ্বিক আর্দ্রতা কীভাবে কাঁচা কাগজের তন্তুগুলোকে ভৌতভাবে পরিবর্তন করে, তা তারা পুরোপুরি উপেক্ষা করেন।
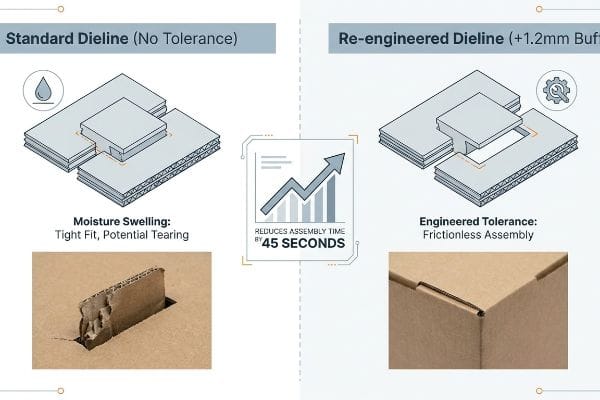
এটা শুধু তত্ত্ব নয়—আমি এটা কঠিনভাবে শিখেছি। ২০২১ সালে, আমি আমার প্রধান প্যাকেজিং ইঞ্জিনিয়ার, মার্ককে, ফ্লোরিডার একটি আর্দ্র ফুলফিলমেন্ট সেন্টারে পাঠানোর জন্য একটি অতিরিক্ত জটিল ইন্টারলকিং ফ্লোর ডিসপ্লে চূড়ান্ত করতে বলেছিলাম । আমরা ভেবেছিলাম আমাদের সফটওয়্যারে আর্দ্রতা বাফার বাদ দিয়ে সময় বাঁচাতে পারব। তিন দিন পর ক্লাইমেট চেম্বারে, আমি পুরো প্যালেটটি বিকল হতে দেখলাম। ছিদ্রযুক্ত বোর্ডটি পারিপার্শ্বিক আর্দ্রতা শোষণ করে ০.০৪ ইঞ্চি (১ মিমি) ফুলে গিয়েছিল । যখন কো-প্যাকাররা ইউনিটগুলো একত্রিত করার চেষ্টা করছিল, আমি নিজে ফোলা ট্যাবগুলোকে শক্তভাবে কাটা স্লটে জোর করে ঢোকানোর সময় বেঁকে যাওয়া ফ্লুট এবং ছিঁড়ে যাওয়া টপ-শিটের বীভৎস মচমচে শব্দ শুনতে পাচ্ছিলাম। ঘর্ষণ ছিল প্রচণ্ড। আমি সঙ্গে সঙ্গে কাজটি থামিয়ে টুলিং ক্যালিব্রেশন ঠিক করি। আমি সিএনসি (কম্পিউটার নিউমেরিক্যাল কন্ট্রোল) কাটিং প্যারামিটারে একটি ডায়নামিক আর্দ্রতা বাফার পুনরায় ডিজাইন করি, এবং উপাদানের প্রসারণের গাণিতিক ক্ষতিপূরণের জন্য রিসিভিং স্লটগুলোকে ঠিক ১.২ মিমি চওড়া করে দিই । এই ১.২ মিমি টলারেন্স অ্যাডজাস্টমেন্ট শুধু ট্যাবগুলো ছিঁড়ে যাওয়াই বন্ধ করেনি; এটি প্রতি ইউনিটে কো-প্যাকিং অ্যাসেম্বলির সময় ৪৫ সেকেন্ড কমিয়ে এনেছে, যার ফলে পুরো প্রোডাকশন রানে ক্লায়েন্টের শ্রম খরচে আনুমানিক ২০% সাশ্রয় হয়েছে।
| ইঞ্জিনিয়ারড সলিউশন | শারীরিক ফলাফল | শ্রম দক্ষতার ROI |
|---|---|---|
| গতিশীল আর্দ্রতা বাফার | ফাইবারের স্ফীতির জন্য হিসাব করা হয়েছে | সমাবেশের সময় ৪৫ সেকেন্ড কমিয়ে দেয়16 |
| ১.২ মিমি চওড়া স্লট | ট্যাবের ঘর্ষণ দূর করা হয়েছে | শ্রম খরচ ২০% কমায়17 |
| সিএনসি টুলিং পুনঃক্রমাঙ্কন | উপরের চাদর ছিঁড়ে যাওয়া প্রতিরোধ করা হয়েছে | স্ক্র্যাপ উপকরণের কোনো অপচয় নেই18 |
সম্পূর্ণ শুষ্ক ক্যালিপার পরিমাপ বিশ্বব্যাপী পরিবহনের ক্ষেত্রে একটি দায়বদ্ধতা। গতিশীল আর্দ্রতা প্রসারণের কথা মাথায় রেখে নকশা করাই ঘর্ষণহীন সংযোজন নিশ্চিত করার একমাত্র নির্ভরযোগ্য উপায়।.
🛠️ হার্ভির ডেস্ক: আপনার প্রিপ্রেস টিম কি আপনার ইন্টারলকিং ডিসপ্লে ট্যাবগুলির জন্য আর্দ্রতা জনিত স্ফীতি বাফার গাণিতিকভাবে গণনা করেছে? 👉 আপনার ফ্যাক্টরি ডাইলাইন ওভারহল দাবি করুন ↗ — মাঝখানে কোনো অ্যাকাউন্ট ম্যানেজার নেই। আপনি সরাসরি স্ট্রাকচারাল ইঞ্জিনিয়ারদের সাথে কথা বলবেন।
প্যাকেজিং প্রিন্টিং কিভাবে কাজ করে?
একটি চমৎকার ডিজিটাল লোগোকে সাধারণ শিল্প কার্ডবোর্ডে ফুটিয়ে তোলা একটি অত্যন্ত কঠিন যান্ত্রিক প্রক্রিয়া। ব্যাকলিট স্ক্রিনের পিক্সেল সহজে কোনো ভৌত প্রেসের কালির সমান হয় না।.
উচ্চ-গতির ফ্লেক্সোগ্রাফিক, অফসেট লিথোগ্রাফি বা ডিজিটাল প্রেস ব্যবহার করে সাবস্ট্রেটের উপর কালি স্থানান্তরের মাধ্যমে প্যাকেজিং প্রিন্টিং কাজ করে। এই যান্ত্রিক প্রক্রিয়ায় কঠোর প্রিপ্রেস কালার ক্যালিব্রেশন, নির্ভুল প্লেট টুলিং এবং কালির সর্বোত্তম সান্দ্রতা প্রয়োজন হয়, যাতে বিপুল পরিমাণে ঢেউখেলানো কাগজের প্রিন্টেও ব্র্যান্ডের গ্রাফিক্স সুস্পষ্ট এবং গাণিতিকভাবে সামঞ্জস্যপূর্ণ থাকে।.

কিন্তু মেশিনগুলো চলতে শুরু করলে শুধু তত্ত্ব জানাই যথেষ্ট নয়। সাধারণ বাণিজ্যিক মুদ্রণ এবং ঢেউখেলানো কাগজের বাস্তবতার মধ্যে ব্যবধান বিশাল।.
CMYK হাফটোন মাড বিপর্যয়
মার্কেটিং দলগুলো প্রায়শই স্ট্যান্ডার্ড CMYK (সায়ান, ম্যাজেন্টা, ইয়েলো, ব্ল্যাক) ডিজিটাল ফরম্যাট ব্যবহার করে আর্টওয়ার্ক জমা দেয়, এই ভেবে যে প্রসেস প্রিন্টিং তাদের ব্যাকলিট মনিটরে দেখা উজ্জ্বল রঙের সাথে নিখুঁতভাবে মিলে যাবে। তারা আশা করে যে সাবস্ট্রেটের গতিশীলতা বিবেচনা না করেই কাঁচা, সিল না করা ঢেউখেলানো টেস্টলাইনারে চার-রঙা অপটিক্যাল ব্লেন্ডিং নিখুঁতভাবে কাজ করবে। এটি শিল্প কার্ডবোর্ডের ভৌত ছিদ্রযুক্ততা এবং অসম পৃষ্ঠটানকে বিপজ্জনকভাবে উপেক্ষা করে , যেখানে কৈশিক ক্রিয়া দ্রুত সূক্ষ্ম কালির রঞ্জক পদার্থকে কাঁচা কাগজের ম্যাট্রিক্সের গভীরে টেনে নিয়ে যেতে পারে, যা ভিজ্যুয়াল বিশ্বস্ততাকে সম্পূর্ণরূপে নষ্ট করে দেয়।
এটা শুধু তত্ত্ব নয়—পরীক্ষার কাজেই আমাকে এর সম্মুখীন হতে হয়। একটি বড় টুল ব্র্যান্ড তাদের নতুন ডাম্প বিনের জন্য একটি চমৎকার আর্টওয়ার্ক ফাইল জমা দেয় এবং দাবি করে যে আমরা যেন একটি সাধারণ চার-রঙা প্রসেস মিক্স ব্যবহার করে তাদের নির্দিষ্ট ব্র্যান্ডের লাল রঙটি ফুটিয়ে তুলি। প্রথমে আমি ভেবেছিলাম, আমাদের ৬-রঙা অফসেট প্রেস টেস্টলাইনারের উপর হাফটোন ডটগুলোকে যথেষ্ট আঁটসাঁটভাবে ধরে রাখতে পারবে। আমার ধারণা পুরোপুরি ভুল ছিল। অপটিক্যাল ব্লেন্ডিং যান্ত্রিকভাবে ব্যর্থ হয়, কারণ কম সান্দ্রতার কালি মোটা কাগজের আঁশে অসমভাবে শোষিত হচ্ছিল । আমি প্রথম প্রিন্ট করা প্রোটোটাইপের উপরের পাতাটি ছিঁড়ে লোগোর উপর আমার বুড়ো আঙুল ঘষলাম; কাঁচা টেস্টলাইনারটি গুঁড়ো গুঁড়ো ও খসখসে লাগছিল, যা তীব্র ফ্লুরোসেন্ট ইন্সপেকশন লাইটের নিচে একটি দানাদার, ঘোলাটে বিপর্যয় তৈরি করছিল। আমি সঙ্গে সঙ্গে প্রেসটি থামিয়ে দিই এবং সাপ্লাই চেইনে একটি কঠোর পরিবর্তন এনে অতিরিক্ত জটিল প্রসেস লেয়ারগুলো সরিয়ে ফেলি। আমি মাইক্রোমিটার রিডিং এবং অপটিক্যাল ডেনসিটি ডেটা সংগ্রহ করে প্রমাণ করি যে আমাদের একটি বিশাল চার-রঙা মিক্সের প্রয়োজন ছিল না। আমি গাণিতিকভাবে ওভারল্যাপিং হাফটোনগুলোকে একটি একক, অত্যন্ত সান্দ্র পিএমএস (প্যান্টোন ম্যাচিং সিস্টেম) স্পট কালার কালি দিয়ে প্রতিস্থাপন করি। এই সুনির্দিষ্ট রঞ্জক মিশ্রণ দিয়ে সাবস্ট্রেটকে প্লাবিত করার ফলে একটি অত্যন্ত তীক্ষ্ণ, উচ্চ-কন্ট্রাস্ট লোগো তৈরি হয় যা দৃশ্যমান দানাদার ভাব সম্পূর্ণরূপে দূর করে, উৎকৃষ্ট খুচরা দৃশ্যমানতা নিশ্চিত করে এবং একই সাথে অতিরিক্ত কালির খরচ কমায় ও শুকানোর সময় 14% 22 কমিয়ে দেয় ।
| ইঞ্জিনিয়ারড সলিউশন | শারীরিক ফলাফল | খুচরা দৃশ্যমানতা ROI |
|---|---|---|
| একক পিএমএস স্পট রঙ | অপটিক্যাল মিশ্রণ দূর করা হয়েছে | দৃশ্যমান প্রভাব সর্বাধিক করে তোলে |
| উচ্চ-সান্দ্রতা কালি বন্যা | বোর্ডের ছিদ্রযুক্ততা কাটিয়ে ওঠা | ব্র্যান্ডের রঙের সামঞ্জস্য নিশ্চিত করে |
| প্রিপ্রেস শিল্পকর্ম স্ট্রিপিং | হাফটোন ডট গ্রেইন সরানো হয়েছে | অতিরিক্ত উপকরণের অপচয় কমায় |
সিল না করা কাগজের তন্তুগুলো সূক্ষ্ম CMYK হাফটোনগুলোকে নির্মমভাবে গ্রাস করে। সর্বোচ্চ রিটেইল কনট্রাস্ট নিশ্চিত করার জন্য বোর্ডটিকে উচ্চ-সান্দ্রতার PMS স্পট কালার দিয়ে ভরিয়ে দেওয়াই একমাত্র গাণিতিকভাবে সঠিক উপায়।.
🛠️ হার্ভির ডেস্ক: আপনার বর্তমান প্রিন্ট ফাইলগুলো কি ব্র্যান্ডের গুরুত্বপূর্ণ রঙ মেলানোর জন্য অস্থিতিশীল CMYK হাফটোনের উপর নির্ভর করছে? 👉 আপনার প্রিপ্রেস আর্টওয়ার্ক অডিট করান ↗ — আমি ২৪ ঘণ্টার মধ্যে প্রতিটি স্ট্রাকচারাল ফাইল ব্যক্তিগতভাবে পর্যালোচনা করি।
উপসংহার
আপনি সস্তা কার্ডবোর্ড কিনতে পারেন, কিন্তু যখন একটি আর্দ্র গুদামে জল-ভিত্তিক আঠা আপনার লিথো-ল্যামিনেটেড প্যানেলগুলিকে বাঁকিয়ে দেয়, তখন কাঠামোগত এই বাঁকের কারণে অ্যাসেম্বলিতে ব্যাপক ঘর্ষণ সৃষ্টি হবে, যা আপনার কো-প্যাকিং লাইনের গতি আনুমানিক ৩০% কমিয়ে দেবে। শুধুমাত্র গত মাসেই, আমার স্ট্রাকচারাল অডিট ৩টি ব্র্যান্ডকে বাতিল হওয়া ইনভেন্টরি এবং রিটেইলার চার্জব্যাক বাবদ ১০,০০০ ডলারেরও বেশি সাশ্রয় করতে সাহায্য করেছে। তাত্ত্বিক রেন্ডারের উপর আপনার বাজেট বাজি ধরা বন্ধ করুন এবং কাঠামোগত স্থায়িত্ব ও সর্বোচ্চ ROI নিশ্চিত করতে আমাকে ব্যক্তিগতভাবে আপনার পরবর্তী রিটেইল রোলআউটের ইঞ্জিনিয়ারিং করতে দিন ↗ ।
"ECT রেটিং-এর ব্যাখ্যা: আপনার করোগেটেড ব্যাগের জন্য এর অর্থ কী...", https://epackagesupply.com/blogs/packaging-guide/ect-ratings-explained-what-they-mean-for-your-corrugated-packaging?srsltid=AfmBOoorLdfh9nTJSLV1_fIiwodiJ6uQ57IGOOf__-r3h_hawk3iUH1I। [করুগেটেড প্যাকেজিং স্ট্যান্ডার্ডের উপর একটি নির্ভরযোগ্য উৎস ৩২টি ECT উপাদানের ভারবহন ক্ষমতা এবং প্রক্রিয়াকরণের বিভিন্ন চলক কীভাবে এর কাঠামোগত অখণ্ডতাকে প্রভাবিত করতে পারে তা ব্যাখ্যা করে]। প্রমাণের ভূমিকা: প্রযুক্তিগত স্পেসিফিকেশন; উৎসের ধরণ: শিল্প মান। সমর্থন করে: উৎপাদনের সময় উপাদানের আচরণ যাচাই করার প্রয়োজনীয়তা। পরিধির টীকা: করোগেটেড ফাইবারবোর্ডের উপর আলোকপাত করে। ↩
"পরীক্ষা পদ্ধতি – আন্তর্জাতিক নিরাপদ ট্রানজিট সংস্থা", https://ista.org/test_procedures.php। [ISTA-এর একটি প্রামাণিক প্রযুক্তিগত মান 3A সার্টিফিকেশনের জন্য প্রয়োজনীয় নির্দিষ্ট পতনের উচ্চতা, অভিমুখ এবং শর্তাবলী সংজ্ঞায়িত করবে]। প্রমাণের ভূমিকা: প্রযুক্তিগত মান; উৎসের ধরণ: শিল্প সার্টিফিকেশন সংস্থা। সমর্থন করে: ব্যর্থতা শনাক্ত করতে ব্যবহৃত পরীক্ষা পদ্ধতির বৈধতা। পরিধি টীকা: বিশেষভাবে ছোট পার্সেল ডেলিভারি সিমুলেশনের ক্ষেত্রে প্রযোজ্য। ↩
"একটি … এর জন্য ঢেউখেলানো বোর্ডের বাক্সের সংকোচন শক্তির অনুমান", https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/। [ঢেউখেলানো ফাইবারবোর্ডের উপর প্রকৌশল সাহিত্যে ব্যাখ্যা করা হয়েছে যে কীভাবে ফ্লুটগুলিকে উল্লম্বভাবে সারিবদ্ধ করলে উপাদানটির স্ট্যাকিং শক্তি এবং ভারবহন ক্ষমতা সর্বাধিক হয়]। প্রমাণের ভূমিকা: প্রযুক্তিগত নীতি; উৎসের ধরণ: উপকরণ প্রকৌশল হ্যান্ডবুক। সমর্থন: বর্ণিত কাঠামোগত বাকলিং-এর কারণ। পরিধি টীকা: প্যাকেজিং কাঠামোগত প্রকৌশলের সাধারণ নীতি। ↩
"[পিডিএফ] প্যালেট ডেকবোর্ডের দৃঢ়তা এবং ইউনিট লোড ফ্যাক্টরের প্রভাব …", https://www.unitload.vt.edu/content/dam/unitload_vt_edu/graduate-research-and-subpages-pictures-and-docs/thesis-and-dissertations-/Baker%20-%20ETD%20-%20Effect%20of%20pallet%20deckboard%20stiffness%20and%20unit%20load%20factors%20on%20corrugated%20box%20compression%20strength.pdf। [কোরুগেটেড বোর্ডের কাঠামোগত বৈশিষ্ট্যের উপর প্রামাণ্য প্রকৌশল নির্দেশিকাগুলো দেখায় কিভাবে উল্লম্ব গ্রেইন ওরিয়েন্টেশন সংকোচন এবং উল্লম্ব বিচ্যুতি হ্রাস করে]। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: প্রকৌশল ম্যানুয়াল। সমর্থন করে: কাঠামোগত স্থিতিশীলতার উপর গ্রেইন দিকের নির্দিষ্ট প্রভাব। পরিধি নোট: বোর্ডের গ্রেড এবং ফ্লুটিং-এর উপর ভিত্তি করে ফলাফল ভিন্ন হতে পারে। ↩
"দ্বি-প্রাচীরযুক্ত ঢেউখেলানো বোর্ড প্যাকেজিংয়ের সর্বোত্তম নকশা – পিএমসি", https://pmc.ncbi.nlm.nih.gov/articles/PMC8950760/। [প্যাকেজিং কাঠামোগত বিশ্লেষণ যাচাই করে যে একটি শিপিং কন্টেইনারের ভিত্তিকে দ্বি-প্রাচীরযুক্ত করলে এর ভারবহন ক্ষমতা বৃদ্ধি পায় এবং ওজন আরও কার্যকরভাবে বণ্টিত হয়]। প্রমাণের ভূমিকা: কাঠামোগত যাচাইকরণ; উৎসের ধরণ: প্রযুক্তিগত শ্বেতপত্র। সমর্থন: পরিবহনের সময় থেঁতলে যাওয়া প্রতিরোধে দ্বি-প্রাচীরের কার্যকারিতা। পরিধি টীকা: বিশেষভাবে ভারী-কাজের ঢেউখেলানো শিপিং কন্টেইনারের ক্ষেত্রে প্রযোজ্য। ↩
"ASTM D642 স্ট্যান্ডার্ড অনুযায়ী বক্স কম্প্রেশন টেস্ট কী? – প্যাকর", https://www.pacorr.com/blog/what-is-box-compression-test-as-per-astm-d642-standard/। [ASTM D642-এর মতো শিল্প মানগুলি একটি প্যাকেজের স্ট্যাকিং শক্তি যাচাই করার জন্য বক্স কম্প্রেশন টেস্ট (BCT)-কে প্রাথমিক পরিমাণগত পদ্ধতি হিসাবে সংজ্ঞায়িত করে]। প্রমাণের ভূমিকা: মানকীকরণ; উৎসের ধরণ: ASTM স্ট্যান্ডার্ড। সমর্থন করে: লোড ক্যাপাসিটি যাচাইয়ের জন্য শিল্প বেঞ্চমার্ক হিসাবে BCT-এর ব্যবহার। পরিধি নোট: লজিস্টিকস এবং ওয়্যারহাউস পরিকল্পনায় স্ট্যান্ডার্ডের প্রয়োগ। ↩
"করুগেটিং রোল কীভাবে বোর্ডের গুণমান এবং বেঁকে যাওয়াকে প্রভাবিত করে | সাংহাই …", https://www.linkedin.com/posts/dasong-corrugating-roll_corrugatingrolls-corrugatedboard-packagingindustry-activity-7392445979200757760-v2Hy। [করুগেটেড প্যাকেজিং-এর উপর একটি প্রযুক্তিগত ম্যানুয়াল অথবা আঠালো বন্ধনের উপর একটি পদার্থ বিজ্ঞান বিষয়ক গবেষণাপত্র ব্যাখ্যা করবে যে, কীভাবে জল-ভিত্তিক আঠার মধ্যে থাকা আর্দ্রতা তন্তুর অসম প্রসারণ এবং পৃষ্ঠটান সৃষ্টি করে, যা বোর্ডের বিকৃতির কারণ হয়]। প্রমাণের ভূমিকা: প্রযুক্তিগত প্রক্রিয়া; উৎসের ধরণ: প্রযুক্তিগত ম্যানুয়াল। সমর্থন: লিথো-ল্যামিনেশনের সময় আর্দ্রতাজনিত বেঁকে যাওয়ার রাসায়নিক কারণ। পরিধির টীকা: বিশেষত করোগেটেড বোর্ডের ক্ষেত্রে জল-ভিত্তিক আঠার জন্য প্রযোজ্য। ↩
"কাগজের কারুশিল্পের জন্য নিখুঁত আঠা | আঠার নির্দেশিকা – ইউটিউব", https://www.youtube.com/watch?v=8_MB0G3a_js। [রসায়ন এবং পদার্থ বিজ্ঞানের নির্ভরযোগ্য উৎস ব্যাখ্যা করে যে কীভাবে জল-ভিত্তিক আঠা ছিদ্রযুক্ত সেলুলোজিক তন্তুতে প্রবেশ করে, যার ফলে প্রসারণ এবং পরবর্তী সংকোচন ঘটে এবং বেঁকে যায়]। প্রমাণের ভূমিকা: কার্যকারণ প্রক্রিয়া; উৎসের ধরণ: প্রযুক্তিগত পাঠ্যপুস্তক। সমর্থন: আর্দ্রতা জনিত বেঁকে যাওয়ার পেছনের রসায়ন। পরিধি টীকা: কাগজ-ভিত্তিক উপাদানের উপর জল-বাহিত আঠার জন্য নির্দিষ্ট। ↩
"ডুপ্লেক্স বোর্ড বনাম ফোল্ডিং বক্স বোর্ড: গভীর তুলনা", https://www.goldenpapergroup.com/blog/duplex-board-vs-folding-box-board-in-depth-comparison.html। [কোরুগেটেড এবং ডুপ্লেক্স বোর্ডের জন্য কাঠামোগত প্রকৌশল মানদণ্ড নির্দিষ্ট করে যে, কেন্দ্রতল বরাবর উপাদানের পুরুত্ব এবং টানের প্রতিসাম্য অসম সংকোচন প্রশমিত করে]। প্রমাণের ভূমিকা: প্রযুক্তিগত সমাধান; উৎসের ধরণ: শিল্প প্রকৌশল ম্যানুয়াল। সমর্থন: বোর্ডের জ্যামিতি স্থিতিশীল করতে ব্যবহৃত পদ্ধতি। পরিধি টীকা: লিথো-ল্যামিনেশনে কাঠামোগত ভারসাম্যের উপর আলোকপাত করে। ↩
"কাগজ বেঁকে যাওয়া ও বেঁকে যাওয়ার পাঁচটি কারণ", https://www.goldenpapergroup.com/blog/five-reasons-for-paper-bending-and-warping.html। [পেপারবোর্ডের ভারসাম্য বিষয়ক পদার্থবিজ্ঞানের নথিপত্রে ব্যাখ্যা করা হবে কীভাবে প্রতিসম গঠন পৃষ্ঠটানকে প্রতিহত করে কুঁচকে যাওয়া প্রতিরোধ করে]। প্রমাণের ভূমিকা: তাত্ত্বিক ভিত্তি; উৎসের ধরণ: পদার্থবিজ্ঞানের পাঠ্যপুস্তক। সমর্থন: পৃষ্ঠটানকে প্রতিহত করা। পরিধি টীকা: বোর্ড ইঞ্জিনিয়ারিং-এর ক্ষেত্রে প্রযোজ্য। ↩
"লিথোফ্লুট লিথো-ল্যামিনেটেড হেভিওয়েট কার্টন", https://www.graphicpkg.com/products/lithoflute-litho-laminated-heavyweight-cartons/। [পেপারবোর্ড ল্যামিনেটের প্রযুক্তিগত বিবরণ যাচাই করবে যে কীভাবে একটি ব্যাক-লাইনার যোগ করলে ০.৭৫ ইঞ্চির মতো নির্দিষ্ট পরিমাপে বাঁকানো কমে যায়]। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: শিল্প শ্বেতপত্র। সমর্থন করে: বাঁকানো হ্রাসের মেট্রিক। পরিধির টীকা: লিথো-ল্যামিনেশন প্রক্রিয়ার জন্য নির্দিষ্ট। ↩
"লিথো-ল্যামিনেটেড প্যাকেজিং – অ্যাকুরেট বক্স কোম্পানি, ইনকর্পোরেটেড", https://accuratebox.com/our-packaging/litho-laminated-packaging/। [উৎপাদন প্রক্রিয়া নির্দেশিকাগুলোতে কাঠামোগত সমতলতা নিশ্চিত করার জন্য আঠা শুকানোর সময় স্থির চাপ প্রয়োগের বিস্তারিত বিবরণ থাকে]। প্রমাণের ভূমিকা: প্রক্রিয়া যাচাইকরণ; উৎসের ধরণ: উৎপাদন নির্দেশিকা। সমর্থন: কাঠামোগত বর্গাকারত্ব। পরিধি টীকা: প্যাকেজিংয়ের শুকানোর পর্যায়ের জন্য নির্দিষ্ট। ↩
"আর্দ্রতা এবং তাপমাত্রার প্রভাব …এর যান্ত্রিক বৈশিষ্ট্যের উপর", https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/। [সেলুলোজ ফাইবারের হাইগ্রোস্কোপির উপর বৈজ্ঞানিক গবেষণা দেখায় যে আর্দ্রতা শোষণের ফলে কাগজের ফাইবার ফুলে ওঠে, যা করোগেটেড বোর্ডের সামগ্রিক পুরুত্ব এবং প্রস্থ বৃদ্ধি করে]। প্রমাণের ভূমিকা: প্রযুক্তিগত বৈধতা; উৎসের ধরণ: পদার্থ বিজ্ঞান জার্নাল। সমর্থন: আর্দ্রতার কারণে সৃষ্ট মাত্রিক অস্থিতিশীলতা। পরিধি টীকা: বিশেষভাবে সেলুলোজ-ভিত্তিক প্যাকেজিং উপকরণের জন্য প্রযোজ্য। ↩
"কোরুগেটেড কার্টন প্যাকেজিং-এ আর্দ্রতা-প্রতিরোধী ডিজাইন – লিঙ্কডইন", https://www.linkedin.com/pulse/moisture-proof-design-corrugated-carton-packaging-moss-8t88c। [কোরুগেটেড ফাইবারবোর্ডের উপর প্রামাণিক বস্তুবিজ্ঞান ডেটা উচ্চ আর্দ্রতার অধীনে মাত্রাগত পরিবর্তন পরিমাপ করার জন্য হাইগ্রোস্কোপিক প্রসারণের সহগ প্রদান করে]। প্রমাণের ভূমিকা: প্রযুক্তিগত বৈধতা; উৎসের ধরণ: বস্তুবিজ্ঞান হ্যান্ডবুক। সমর্থন: ছিদ্রযুক্ত বোর্ডে ১ মিমি প্রসারণের ভৌত যৌক্তিকতা। পরিধি নোট: হার বোর্ডের গ্রেড এবং আপেক্ষিক আর্দ্রতার মাত্রা অনুসারে পরিবর্তিত হয়। ↩
"ঢেউখেলানো কার্ডবোর্ড উৎপাদনে আর্দ্রতা কীভাবে নিয়ন্ত্রণ করবেন", https://www.linkedin.com/posts/dbspackaging_%F0%9D%90%93%F0%9D%90%9E%F0%9D%90%9C%F0%9D%90%A1%F0%9D%90%A7%F0%9D%90%A2%F0%9D%90%AA%F0%9D%90%AE%F0%9D%90%9E%F 0%9D%90%AC-%F0%9D%90%AD%F0%9D%90%A8-%F0%9D%90%8C%F0%9D%90%9A%F0%9D%90%A7%F0%9D%90%9A%F0%9D%90%A0%F0%9D%90%9E-%F0%9D%90%8C-activity-7344727207711277058-bhuz. [কোরুগেটেড ডিসপ্লের জন্য ইঞ্জিনিয়ারিং স্ট্যান্ডার্ডগুলি আর্দ্র পরিবেশে অ্যাসেম্বলির সময় আটকে যাওয়া এবং কাঠামোগত ব্যর্থতা রোধ করার জন্য প্রয়োজনীয় ন্যূনতম ক্লিয়ারেন্স টলারেন্স নির্দিষ্ট করে]। প্রমাণের ভূমিকা: প্রযুক্তিগত বৈধতা; উৎসের ধরণ: প্যাকেজিং ডিজাইন ম্যানুয়াল। সমর্থন: উপাদানের প্রসারণের ক্ষতিপূরণের জন্য নির্দিষ্ট মিলিমিটার টলারেন্সের ব্যবহার। পরিধি নোট: নির্দিষ্ট টলারেন্স ইন্টারলকিং জ্যামিতির উপর নির্ভর করে। ↩
"পিকানের উপর আপেক্ষিক আর্দ্রতা, সংরক্ষণের দিন এবং প্যাকেজিংয়ের প্রভাব...", https://pmc.ncbi.nlm.nih.gov/articles/PMC10092868/। [প্যাকেজিং ইঞ্জিনিয়ারিংয়ের একটি নির্ভরযোগ্য উৎস আর্দ্রতাজনিত ফাইবারের স্ফীতি এবং এর ফলে অ্যাসেম্বলির সময় বৃদ্ধির মধ্যেকার সম্পর্কটি যাচাই করবে]। প্রমাণের ভূমিকা: তথ্যগত যাচাইকরণ; উৎসের ধরণ: ইঞ্জিনিয়ারিং হোয়াইট পেপার। সমর্থন করে: আর্দ্রতা বাফারের শ্রম দক্ষতা এবং বিনিয়োগের উপর আয় (ROI)। পরিধি নোট: ঢেউখেলানো বা ফাইবার-ভিত্তিক প্যাকেজিংয়ের জন্য নির্দিষ্ট। ↩
"সাধারণ প্যাকেজিং পরিবর্তনের মাধ্যমে প্যাক-লাইনের শ্রম খরচ কমান", https://www.pacificbox.com/box-resources/cut-pack-line-labor-costs-with-simple-packaging-changes। [প্যাকেজিং অ্যাসেম্বলির জন্য শিল্প মানদণ্ড নিশ্চিত করবে যে কীভাবে সুনির্দিষ্ট স্লট টলারেন্স ঘর্ষণ কমায় এবং ইউনিট-প্রতি শ্রম খরচ হ্রাস করে]। প্রমাণের ভূমিকা: মেট্রিক যাচাইকরণ; উৎসের ধরণ: সাপ্লাই চেইন দক্ষতা সমীক্ষা। সমর্থন করে: প্রিসিশন ইঞ্জিনিয়ারিংয়ের আর্থিক প্রভাব। পরিধি নোট: অ্যাসেম্বলির পরিমাণ এবং স্কেলের উপর নির্ভরশীল। ↩
"স্ক্র্যাপ রেট-এর একটি সম্পূর্ণ নির্দেশিকা: সংজ্ঞা, সূত্র ও গণনা", https://www.deskera.com/blog/scrap-rate/। [ডাই-কাটিং-এ সিএনসি নির্ভুলতার উপর প্রযুক্তিগত ডকুমেন্টেশন এই দাবিকে সমর্থন করবে যে টুল রিক্যালিব্রেশন উপাদান ছিঁড়ে যাওয়া এবং এর সাথে সম্পর্কিত স্ক্র্যাপ দূর করে]। প্রমাণের ভূমিকা: প্রযুক্তিগত যাচাইকরণ; উৎসের ধরণ: উৎপাদন ম্যানুয়াল। সমর্থন করে: বর্জ্য হ্রাসের দাবি। পরিধি নোট: ত্রুটির কারণে সৃষ্ট পরিচালনগত বর্জ্যকে বোঝায়, কাঁচামালের অফকাটকে নয়। ↩
"(পিডিএফ) ডিসপারশন-কোটেড পেপারবোর্ডের পৃষ্ঠতল প্রক্রিয়াকরণ এবং মুদ্রণ বৈশিষ্ট্য...", https://www.academia.edu/80349162/Surface_treatment_and_printing_properties_of_dispersion_coated_paperboard। [কাগজ বিজ্ঞানের উপর একটি প্রযুক্তিগত ম্যানুয়ালে সিলবিহীন ঢেউখেলানো লাইনারের ছিদ্রতা এবং পৃষ্ঠশক্তির মাত্রা নির্দিষ্ট করা থাকে]। প্রমাণের ভূমিকা: প্রযুক্তিগত বিবরণ; উৎসের ধরণ: ইঞ্জিনিয়ারিং ম্যানুয়াল। ভিত্তি: কালির আনুগত্যকে প্রভাবিত করে এমন সাবস্ট্রেটের গতিশীলতা। পরিধির টীকা: বিশেষভাবে সিলবিহীন পরীক্ষামূলক লাইনারের ক্ষেত্রে প্রযোজ্য। ↩
"ইমপ্রেগনেটেড পেপার ইনসুলেশনে কৈশিক ক্রিয়া – নাসা এডিএস", http://ui.adsabs.harvard.edu/abs/1932Physi…3..324W/abstract। [কালি-সাবস্ট্রেটের মিথস্ক্রিয়া বিষয়ক পিয়ার-রিভিউড গবেষণায় বর্ণনা করা হয়েছে কীভাবে কৈশিক বল সেলুলোজ ফাইবারের মধ্যে কালির অনুপ্রবেশ ঘটায়, যার ফলে রঙের ক্ষতি হয়]। প্রমাণের ভূমিকা: কার্যকারণ প্রক্রিয়া; উৎসের ধরণ: অ্যাকাডেমিক জার্নাল। সমর্থন: দৃশ্যমান বিশ্বস্ততার অবনতি। পরিধি টীকা: উচ্চ-ছিদ্রযুক্ত সাবস্ট্রেটের উপর আলোকপাত করে। ↩
"কালি শোষণ এবং ওভারপ্রিন্টের উপর কাগজ তৈরির অবস্থার প্রভাব...", https://bioresources.cnr.ncsu.edu/resources/effect-of-papermaking-conditions-on-the-ink-absorption-and-overprint-accuracy-of-paper/। [কালির রিওলজি সম্পর্কিত প্রযুক্তিগত সাহিত্যে ব্যাখ্যা করা হয়েছে যে কীভাবে কম সান্দ্রতার কালি ছিদ্রযুক্ত পৃষ্ঠে আরও গভীরভাবে এবং অসঙ্গতভাবে প্রবেশ করে, যার ফলে ডট গেইন এবং ঝাপসাভাব দেখা দেয়]। প্রমাণের ভূমিকা: তাত্ত্বিক ভিত্তি; উৎসের ধরণ: মুদ্রণ প্রযুক্তি ম্যানুয়াল। সমর্থন: ছবির মান হ্রাসের প্রযুক্তিগত কারণ। পরিধির টীকা: টেস্টলাইনারের মতো উচ্চ শোষণক্ষমতাসম্পন্ন পৃষ্ঠের জন্য নির্দিষ্ট। ↩
"CMYK বনাম স্পট কালার: কোন প্রক্রিয়াটি সেরা | প্রাইম লাইন প্যাকেজিং", https://www.primelinepackaging.com/blog/cmyk-spot-color/। [কালির স্তরের পুরুত্বের উপর তুলনামূলক গবেষণা প্রমাণ করে যে, বহু-স্তরযুক্ত CMYK ওভারলে-র চেয়ে একক-স্তরযুক্ত স্পট কালার দ্রুত শুকিয়ে যায়]। প্রমাণের ভূমিকা: পরিমাণগত যাচাইকরণ; উৎসের ধরণ: শিল্প কর্মক্ষমতা প্রতিবেদন। সমর্থন করে: স্পট কালারের কার্যকারিতার দাবি। পরিধি সংক্রান্ত টীকা: কালির রাসায়নিক গঠন এবং পারিপার্শ্বিক আর্দ্রতার উপর ভিত্তি করে শতাংশ পরিবর্তিত হতে পারে। ↩