
إن نقل عرض المنتجات من الشاشة إلى أرضية المتجر أشبه باجتياز حقل ألغام. أنت بحاجة إلى عملية سلسة لتجنب الأعطال الهيكلية المكلفة.
تتطلب عملية تصنيع شاشات العرض الكرتونية هندسة هيكلية دقيقة، ومعايرة ما قبل الطباعة، والتغليف بالطباعة الحجرية، والقطع الآلي بالقوالب، والطي المتسلسل. تتطلب كل مرحلة دقة رياضية متناهية. إن إغفال أي فحص تحقق خلال هذه الخطوات سيؤدي حتماً إلى أعطال كارثية أثناء النقل أو رفض فوري في مناطق استلام البضائع لدى متاجر التجزئة الكبرى ذات المعايير الصارمة.

دعونا نحلل بالتفصيل كيف تتحول هذه المواد الخام إلى منتجات تجارية عالية الأداء، وأين تفشل معظم العلامات التجارية عن غير قصد في إفساد حملاتها التسويقية المادية.
كيف يتم صنع الكرتون خطوة بخطوة؟
قد تفترض أن الطباعة والقص هما الخطوتان الرئيسيتان الوحيدتان، ولكن الجمع بين المواد بشكل صحيح هو ما يؤدي إما إلى بناء السلامة الهيكلية أو تدميرها بشكل دائم.
تتضمن صناعة الكرتون خطوة بخطوة عملية تمويج الورق الخام، ووضع مواد لاصقة مائية، ولصقه بين طبقتين مسطحتين من الورق المقوى. تُنتج دورة التمويج المستمرة هذه أقواسًا هيكلية مميزة توفر قوة ضغط ديناميكية، مما يضمن تحمل منتجاتك النهائية للشحن البحري الثقيل والتعامل القاسي في مستودعات البيع بالتجزئة.

تبدو الوصفة الأساسية بسيطة، لكن الكيمياء الفيزيائية التي تحدث في أرضية الإنتاج تُسبب مخاطر حركية فورية.
النجاة من تشوه الالتواء الناتج عن رطوبة مادة PVA
حتى المصممون المخضرمون غالباً ما يتجاهلون الجانب الخفي في كيمياء التغليف. فهم يفترضون أن تثبيت طبقة علوية مطبوعة عالية الجودة على لوح كرتون مموج صلب من النوع Bينتج عنه لوحة عرض مسطحة تماماً. نظرياً، يُعدّ وضع الغراء على الورق رابطة ميكانيكية بسيطة تجف بالتساوي دون تغيير في الشكل الهندسي للركيزة.
الواقع في المصنع أكثر تقلباً بكثير. تستخدم عملية التغليف بالطباعة الحجرية مادة لاصقة رطبة من نوع PVA (أسيتات البولي فينيل) ذات أساس مائي . عند تمرير دفعة من الألواح عبر آلة اللصق، تمتص البطانة المسامية الرطوبة على الفور. إذا لم أتحكم بدقة في مرحلة التجفيف قبل شحنها إلى بيئة رطبة في الولايات المتحدة مثل تكساس، فإن انكماش مادة PVA يُحدث توترًا سطحيًا هائلاً . ستتشوه اللوحة الجانبية بأكملها، بطول 60 بوصة (1524 مم)، وتتقوس إلى الداخل مثل رقاقة البطاطس. لقد شاهدت عمالًا يكافحون لتجميع هذه الألواح المنحنية على الأرض، وهم يصارعون مقاومة اللوح الملتوي الشديدة حتى تتمزق ألسنة التثبيت. لحل هذه المشكلة، صممتُ بروتوكولًا صارمًا لوزن المعالجة، حيث يتم تكديس الألواح الرطبة تحت ضغط وزن ثابت لمدة 24 ساعة. تمنع هذه المعالجة المسطحة احتكاك التجميع، مما يوفر لشركات التعبئة والتغليف ما يقدر بنحو 30% من وقت العمل اليدوي ويحافظ على جدول طرح منتجاتك سليمًا.
| أخطاء شائعة للمبتدئين | الحل الاحترافي | فوائد أرضية البيع بالتجزئة |
|---|---|---|
| تسريع مرحلة تجفيف الغراء الرطب | تطبيق معالجة الوزن الميت لمدة 24 ساعة4 | يزيل الألواح الجانبية المنحنية |
| مع تجاهل امتصاص الرطوبة في مادة PVA | إضافة بطانة خلفية مزدوجة متوازنة5 | يضمن وقوف الشاشات بشكل مستقيم |
| إجبار الألسنة الملتوية أثناء التجميع | إتقان هندسة الألواح المسطحة | يوفر 25 ثانية من وقت التجميع لكل وحدة6 |
أرفض السماح لسرعة المعالجة بالتأثير سلبًا على البنية الأساسية. إن تخصيص 24 ساعة إضافية لضغط الألواح بدقة يضمن استقامة منصات العرض بشكل مثالي تحت إضاءة الفلورسنت القوية في المتاجر.
🛠️ مكتب هارفي: هل تنحني الألواح الجانبية لديك وتسبب مشاكل في التجميع على خط التعبئة؟ 👉 اطلب فحصًا هيكليًا ↗ — تواصل مباشر مع مكتبي. أعدك بعدم تلقي أي رسائل تسويقية آلية مزعجة.
ما هي الآلة المستخدمة في صناعة الكرتون؟
تُشغل طاولات القطع الصناعية ومكابس الطباعة الأوفست خط التجميع، لكن هذه الآلات الثقيلة عديمة الفائدة تمامًا إذا لم تفهم التعليمات الرقمية التي تُدخلها إليها.
تشمل الآلات المستخدمة في صناعة شاشات العرض الكرتونية آلات التجعيد الصناعية، وآلات الطباعة الحجرية الآلية، وطاولات القطع الرقمية. تعمل أنظمة التصنيع الثقيلة هذه باستخدام بيانات متجهة عالية الدقة، حيث تترجم ألوان البقع الرقمية الدقيقة مباشرةً إلى حركات شفرات فعلية وأعماق طي دقيقة لتجميع مثالي.
إن معرفة الأجهزة أمر رائع، لكن فهم كيفية التواصل بشكل صحيح مع هذه الآلات هو السر الحقيقي لتجنب الاختناقات الإنتاجية الهائلة.
فخ أوامر أدوات الألوان الموضعية
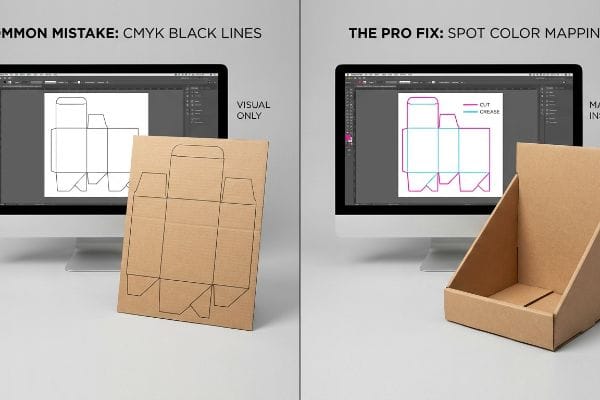
من الأخطاء الشائعة التي تقع فيها حتى فرق المشتريات ذات الخبرة، افتراض أن الخطوط المرئية في ملف PDF تُحدد تلقائيًا مكان القطع للآلة. فهم يُرسلون مخططات القطع باستخدام ألوان CMYK القياسية (سماوي، أرجواني، أصفر، أسود) بخطوط سوداءلتحديد الهيكل المادي لمنصة عرض المنتجات في نقاط البيع. ظاهريًا، يبدو المخطط وكأنه نموذج كامل وجاهز للتصنيع.
لكن طاولات التوجيه الآلية CNC (التحكم الرقمي بالحاسوب) وأجهزة حرق ألواح الطباعة بالليزر لا تقرأ الخطوط السوداء المرئية؛ بل تتطلب تعيينات ألوان موضعية مطلقة.عند وصول ملف بخطوط سوداء قياسية، يدمج برنامج ما قبل الطباعة في الجهاز خطوط القطع هذه مباشرةً في طبقة العمل الفني. تطبع المطبعة صندوقًا جميلًا بخطوط سوداء واضحة، لكنها لا تُجري أي قطع فعلي. شاهدتُ ذات مرة دفعة كاملة من النماذج الأولية تتوقف لأن رأس القطع ظل معلقًا بلا فائدة، مُصدرًا صوت أزيز أجوف عالٍ لمغزل يقطع الهواء بدلًا من الورق المقوى. الآن، أتدخل وأفرض بروتوكولًا للألوان الموضعية المطلقة - 100% أرجواني لكلمة "قطع" و100% سماوي لكلمة "طي". هذا يُترجم النية الرقمية إلى تنفيذ ميكانيكي دقيق للغاية، مما يمنع أخطاء الطباعة التي تُسبب خسائر فادحة لتجار التجزئة.
| أخطاء شائعة للمبتدئين | الحل الاحترافي | فوائد أرضية البيع بالتجزئة |
|---|---|---|
| استخدام اللون الأسود CMYK لخطوط القطع | تخصيص ألوان ماجنتا بنسبة 100%9 | يضمن قطعًا نظيفة بالشفرة |
| دمج البنية في العمل الفني | عزل المسارات الميكانيكية بالكامل10 | يمنع عيوب الخطوط الخارجية المطبوعة |
| الاعتماد على مراجعات PDF المرئية | برنامج RIP لفحص الآلة قبل الطيران11 | يقضي على وقت توقف الآلة |
أحرص دائمًا على فصل الحسابات الهيكلية عن جماليات السطح في مرحلة ما قبل الطباعة. يضمن تطبيق خرائط الألوان بدقة عالية تلامس الشفرات مع الركيزة بسلاسة تامة، مما يحافظ على جودة عملك الفني ويضمن سير جدول الإنتاج بسلاسة.
🛠️ مكتب هارفي: هل تُعاني طابعتك الحالية من مشاكل في قراءة مسارات المتجهات وتأخير في عملية الطباعة؟ 👉 احصل على فحص ملف ما قبل الطباعة ↗ — حمّل الملف بأمان. صندوق بريدي مفتوح إذا كانت لديك أي أسئلة لاحقًا.
هل الكرتون طبيعي أم صناعي؟
يحب المشترون الضغط من أجل تحقيق أقصى قدر من الصداقة للبيئة، لكن دفع ألياف الورق الخام إلى ما بعد حدودها المادية غالباً ما يحول الحملة المستدامة إلى كابوس لوجستي.
نعم. الكرتون مادة طبيعية لأنه يُصنع من ألياف السليلوز الخشبية المتجددة، لكن عملية تصنيعه الحديثة تعتمد بشكل كبير على التدخل البشري. يقوم المصنّعون بإعادة تدوير هذه الألياف العضوية كيميائياً وإعادة هيكلتها ميكانيكياً لتكوين ورق مقوى مموج، مع مراعاة التوازن بين متطلبات الاستدامة البيئية وقدرات التحميل الديناميكية الصارمة اللازمة للخدمات اللوجستية العالمية.

إن أصل المادة عضوي، لكن التعامل مع الورق المعاد تدويره كمورد لا ينضب هو إغفال خطير في الهندسة الإنشائية.
حد استنفاد الألياف في الألواح المعاد تدويرها
غالباً ما تشترط فرق المشتريات الساعية إلى تحقيق أقصى قدر من الاستدامة استخدام ورق مقوى معاد تدويره بنسبة 100% لتغليف المنتجات الثقيلة في متاجر التجزئة، على افتراض أنه يتمتع بنفس المتانة المادية للورق المقوى الجديد.ويبدو الأمر وكأنه مكسب مثالي للجميع: تلبية الحصص البيئية للشركات مع الحفاظ على قدرات التغليف الهيكلي القياسية.
تخيل ألياف الورق كشريط مطاطي؛ ففي كل مرة تشده وتعيد استخدامه، يفقد مرونته بشكل دائم. خلال عملية إعادة التدوير، تقصر ألياف السليلوز فعليًا. بعد خمس إلى سبع دورات إعادة تدوير،تتعرض هذه الألياف للإجهاد الميكانيكي الكامل. إذا وضعت صينية تحت اختبار سحق الحواف T811 (ECT) التابع للجمعية الفنية لصناعة اللب والورق (TAPPI)مجهريةجافة عندما تنهار التجاويف المستنفدة فورًا تحت الضغط. ولضمان تحمل الشحنات البحرية الثقيلة ذات الطبقات المزدوجة، أعتمد على استخدام مواد هجينة، حيث أحقن نسبة دقيقة تبلغ 30% من مادة الكرافت البكر مباشرة في التجاويف الحاملة للوزن. هذا الإدخال الاستراتيجي للألياف الطويلة والجديدة يعيد قوة الضغط الديناميكية على الفور، مما يضمن وصول منصات التحميل سليمة تمامًا مع اجتياز عمليات التدقيق الصارمة للاستدامة في المتاجر الكبرى بأمان.
| أخطاء شائعة للمبتدئين | الحل الاحترافي | فوائد أرضية البيع بالتجزئة |
|---|---|---|
| إلزام استخدام ألواح معاد تدويرها بنسبة 100% | حقن 30% من مادة كرافت البكر15 | يتحمل أحمال المنصات الثقيلة من الأعلى |
| تجاهل طول الألياف المجهرية | تحسين كثافة التخديد الأساسي16 | يمنع السحق في الممر |
| الاعتماد كلياً على التسويق البيئي | موازنة قوة CoC مع قوة ECT17 | يجتاز عمليات التدقيق الصارمة للاستلام |
لا أتنازل أبدًا عن متانة القاعدة من أجل أي ادعاء تسويقي. إن مزج ألياف الكرافت الطازجة مع اللب المعاد تدويره هو الطريقة الوحيدة التي أضمن بها أن منتجاتكم الثقيلة ستنجو من الرحلة الشاقة من مصنعي إلى رفوف المتاجر.
🛠️ مكتب هارفي: هل تنهار منصات العرض الصديقة للبيئة تحت وطأة بضائعك؟ 👉 اطلب تقييم استراتيجية المواد الخاصة بك ↗ — لا استمارات تُسبب مكالمات مبيعات لا تنتهي. قيمة حقيقية فقط.
ما هي صناعة الصناديق الكرتونية المموجة؟
إن تصميم رسم مسطح هو شيء، لكن تحويل هذا الفن إلى هيكل ثلاثي الأبعاد يتحمل الأحمال يتطلب اهتمامًا دؤوبًا بالتفاوتات الميكانيكية الدقيقة.
تُحوّل صناعة الصناديق الكرتونية المموجة المواد المسطحة إلى هياكل هندسية من خلال عمليات القطع والتجعيد والطي الآلية. وتعتمد عملية التحويل عالية السرعة هذه بشكل أساسي على سماحية ثني محددة لتناسب سماكة الكرتون، مما يحوّل المواد الخام إلى صناديق كرتونية رئيسية صلبة قادرة على تحمل الأحمال، ومُحسّنة لتوزيع المنتجات وبيعها بالتجزئة بأمان.
لكن معرفة النظرية لا تكفي عندما تبدأ الآلات بالعمل ويتعين على الكرتون المسطح أن ينحني حول زاوية.
فخ تعويض الفرجار في الإنتاج
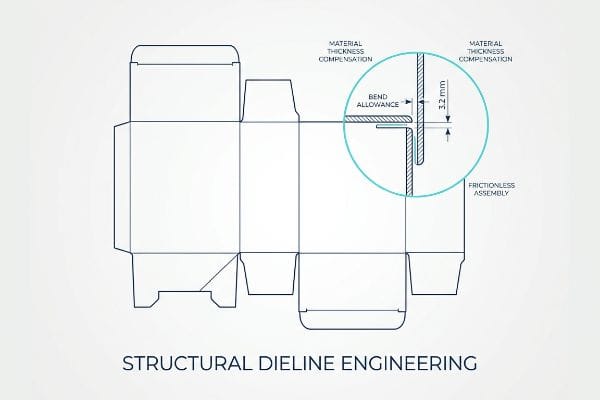
كثيراً ما يقوم مصممو الجرافيك بإنشاء ألسنة متشابكة وفتحات قابلة للطي في برامج التصميم بمساعدة الحاسوب (CAD) بنفس عرض اللوحة المقابلة تماماً. ويفترضون أن لساناً بعرض بوصة واحدة (25.4 مم) ينزلق ببساطة في فتحة بعرض بوصة واحدة، معتمدين على أن المخطط الرقمي المسطح سيترجم بدقة إلى الواقع المادي.
يُعدّ تثبيت شاشة واحدة في المختبر أمرًا سهلاً، لكن إليك الواقع المرير عند شحن 500 شاشة إلى شركة تعبئة وتغليف مزدحمة. للكرتون المموج كتلة مادية. فعند طي لوحة من نوع B-flute بسمك 3.17 مم (0.12 بوصة) بزاوية 90 درجة، فإنها تستهلك مادة حول نصف قطرها الخارجي. إذا لم يتم توسيع فتحة الاستقبال على خط القطع للتعويض، فإن الشكل الهندسي يفشل. خلال اختبارات النماذج الأولية في منشأتي، أرى غالبًا ملفات قياسية تفشل في هذا الاختبار الأساسي؛ ينتهي الأمر بموظف المتجر وهو يتعرق ويحاول إدخال لسان غير محاذٍ، مما ينتج عنه حافة ورقية قبيحة وممزقة تُفسد المظهر الجمالي للعلامة التجارية. من خلال برمجة سماحية انحناء محددة بدقة تبلغ 3.2 مم (0.12 بوصة) في كل طية، أتغلب على مشكلة الاحتكاك. يضمن هذا التصحيح الهيكلي الدقيق تجميعًا سلسًا، مما يقلل أوقات التعبئة والتغليف بما يقدر بـ 42 ثانية لكل وحدة ويحمي ميزانية العمالة.
| أخطاء شائعة للمبتدئين | الحل الاحترافي | فوائد أرضية البيع بالتجزئة |
|---|---|---|
| تصميم فتحات بنسبة 1:1 مع علامات تبويب | إضافة بدلات الانحناء الرياضية20 | يُمكّن من إدخال اللسان بدون احتكاك |
| تجاهل استهلاك سماكة اللوحة | فتحات توسيع لنصف القطر الخارجي21 | يمنع تمزق حواف الورق المقوى |
| إجبار الأقفال المحكمة على الخط | هندسة الإزاحات الهندسية الدقيقة22 | يقلل من تكاليف العمالة المكلفة في مجال التعبئة والتغليف المشترك |
أقوم دائمًا بإعادة بناء خطوط القطع المسطحة الواردة لمراعاة سُمك المواد في الواقع العملي. إن هندسة هذه الخلوصات الدقيقة مباشرةً في الملف الهيكلي هي الطريقة التي أتجنب بها كوارث التجميع الفوضوية والمغطاة بالشريط اللاصق في أرضية المتجر.
🛠️ مكتب هارفي: لا تدع عيبًا هيكليًا بحجم 2 مليمتر يُفسد إطلاقًا ضخمًا لـ 500 متجر. 👉 أرسل لي ملف تصميم القالب ↗ — سأُجري اختبارات دقيقة للحسابات قبل أن تُهدر ميزانيتك على الإنتاج الضخم.
خاتمة
يمكنك اختيار أرخص مورد تصنيع متاح، ولكن عندما يندمج ملف ألوان غير مُعاير من قِبل مصمم جرافيك مع ألسنة B-flute غير مُعايرة بقياس 3.17 مم (0.12 بوصة) على خط التجميع، فإن الورق الممزق الناتج وألواح PVA الجانبية الملتوية ستؤدي إلى إبطاء عملية التعبئة المشتركة بنسبة 30% تقريبًا، مما سيقضي تمامًا على هامش ربح حملتك. يستخدم أكثر من 500 مدير علامة تجارية قائمة التحقق الخاصة بي قبل الطباعة لتجنب هذه الأخطاء القاتلة في المراحل المبكرة. توقف عن التخمين بشأن دقة أبعاد المواد، ودعني شخصيًا أُجري تدقيقًا مجانيًا لملفاتك قبل الطباعة ↗ لاكتشاف الأخطاء الميكانيكية المكلفة قبل بدء الإنتاج الضخم.
[ملف PDF] مواصفات الكرتون المموج - رابطة صناديق الألياف، https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. تحدد معايير الصناعة لتغليف الكرتون المموج ارتفاع التموجات وسماكتها وقوة الضغط المحددة للكرتون المموج من النوع B. دور الدليل: المواصفات؛ نوع المصدر: معيار صناعي. يدعم: الدرجة الفنية والخصائص الهيكلية للمادة. ملاحظة النطاق: يستند إلى مخططات التموجات العالمية القياسية. ↩
"مواد لاصقة مائية للتغليف"، https://next.henkel-adhesives.com/us/en/articles/packaging-water-based-adhesives.html. تؤكد الوثائق الصناعية التركيب الكيميائي للمواد اللاصقة المستخدمة في عملية الطباعة الحجرية للكرتون المموج. دور الدليل: التحقق الفني؛ نوع المصدر: دليل صناعي. يدعم: استخدام مادة PVA المائية. ملاحظة: قد تختلف أنواع المواد اللاصقة باختلاف الشركة المصنعة. ↩
"جلسة أسئلة غبية: إصلاح غراء PVA الغبي | منتدى أولد هامر"، https://forum.oldhammer.org/threads/stupid-question-time-fixing-stupid-pva.38172/. يشرح بحث في علم المواد كيف يؤدي تبخر الماء من مواد لاصقة PVA إلى إجهاد شد وتشوه في الركائز المسامية. دور الدليل: التحقق السببي؛ نوع المصدر: دراسة محكمة. يدعم: العلاقة بين انكماش PVA وتشوه الركيزة. ملاحظة النطاق: ينطبق تحديدًا على المواد الورقية المسامية. ↩
"أفضل أنواع الغراء للكرتون: أفضل الخيارات لروابط قوية - مضخات ARO"، https://www.arozone.com/en/tools/blog/best-glues-for-cardboard-top-choices/. وثائق فنية حول أوقات تصلب المواد اللاصقة لمنع انحناء الكرتون. دور الدليل: المواصفات الفنية؛ نوع المصدر: دليل التصنيع. يدعم: ضرورة فترة تصلب لمدة 24 ساعة. ملاحظة النطاق: خاص بالمواد اللاصقة القائمة على PVA. ↩
[ملف PDF] التواء الورق المقوى المموج - الأسباب والحلول - TAPPI.org، https://imisrise.tappi.org/download.aspx?key=92APR097. تحليل هندسي لموازنة المواد في صناعة الكرتون لمقاومة التواء الورق الناتج عن الرطوبة. دور الدليل: حل هيكلي؛ نوع المصدر: معيار صناعي. يدعم: طريقة لمنع الالتواء. ملاحظة النطاق: يركز على تطبيقات البطانة المزدوجة. ↩
"تقدير قوة الضغط لصناديق الكرتون المموج..."، https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. بيانات تجريبية أو دراسة حالة حول تحسين كفاءة التجميع الناتجة عن تصحيح هندسة الكرتون. دور الدليل: مقياس أداء؛ نوع المصدر: دراسة تشغيلية. يدعم: ادعاء كمي بتوفير الوقت. ملاحظة النطاق: من المحتمل أن يستند إلى متوسط أحجام عرض البيع بالتجزئة. ↩
"الألوان الموضعية مقابل ألوان المعالجة | أدوبي"، https://www.adobe.com/creativecloud/design/discover/spot-vs-process-color.html. توضح الوثائق الفنية لطاولات القطع CNC أن قيم CMYK تُفسَّر كبيانات طباعة، بينما تُعدّ الألوان الموضعية المُسماة ضرورية لتشغيل أوامر مسار الأدوات المُحددة للقطع والتجعيد. دور الدليل: المواصفات الفنية؛ نوع المصدر: دليل التصنيع. يدعم: التمييز بين الرسومات الجاهزة للطباعة وتعليمات الأدوات القابلة للقراءة آليًا. ملاحظة النطاق: ينطبق على أنظمة القطع الرقمية الآلية. ↩
"إتقان القطع بالبلازما باستخدام الحاسوب: التكنولوجيا، والتشغيل، والتصنيع بمساعدة الحاسوب"، https://www.youtube.com/watch?v=wtriVCfRIK0. وثائق فنية تشرح كيفية تمييز برامج القطع باستخدام الحاسوب والليزر مسارات الأدوات عن التصميم الفني عبر خصائص الألوان الموضعية. دور الدليل: التحقق الفني؛ نوع المصدر: دليل المعدات. يدعم: ضرورة تعيين الألوان غير المرئي لتعليمات الماكينة. ملاحظة النطاق: ينطبق على سير عمل ما قبل الطباعة القائم على المتجهات. ↩
"أدوبي إليستريتور - ما هي عينة الألوان المناسبة لخطوط القطع؟"، https://graphicdesign.stackexchange.com/questions/83118/what-color-swatch-to-use-for-cut-lines. شرح موجز لكيفية استخدام ألوان موضعية محددة كمحفزات تقنية لشفرات القطع في الراسمات الصناعية. دور الدليل: المواصفات الفنية؛ نوع المصدر: دليل المعدات. يدعم: استخدام الألوان الموضعية لضمان قطع شفرات نظيفة. ملاحظة النطاق: خاص بتكوينات معينة لبرامج RIP والقطع. ↩
"تأثيرات الحجم ومسار الطباعة على الخصائص الميكانيكية لـ... - PMC - NIH"، https://pmc.ncbi.nlm.nih.gov/articles/PMC8866044/. شرح موجز لمعيار الصناعة لفصل خطوط القالب الهيكلية عن طبقات الطباعة لتجنب أخطاء التسجيل. دور الدليل: أفضل الممارسات الصناعية؛ نوع المصدر: دليل إنتاج الطباعة. يدعم: منع عيوب الخطوط الخارجية المطبوعة. ملاحظة النطاق: ينطبق على كل من طباعة الأوفست والطباعة الرقمية على الورق المقوى. ↩
"ما هو معالج الصور النقطية (RIP) في الطباعة الرقمية؟ - شركة رولاند دي جي إيه"، https://www.rolanddga.com/blog/what-is-a-rip-in-digital-printing. شرح موجز لكيفية اكتشاف معالج الصور النقطية (RIP) لأخطاء الملفات قبل وصولها إلى الجهاز. دور الدليل: التحقق من صحة سير العمل؛ نوع المصدر: دليل تقني. يدعم: الادعاء بأن الفحص المسبق يقلل من وقت توقف الجهاز. ملاحظة النطاق: ينطبق على الطباعة الصناعية بكميات كبيرة. ↩
"تأثير محتوى الألياف البكر على القوة والصلابة..."، https://bioresources.cnr.ncsu.edu/resources/effect-of-virgin-fiber-content-on-strength-and-stiffness-characteristics-of-a-three-layer-testliner/. دراسة في علم المواد أو معيار تغليف صناعي يقارن قوة الشد وضغط الانفجار للألياف المعاد تدويرها مقابل ألياف السليلوز البكر. دور الدليل: مقارنة فنية؛ نوع المصدر: مجلة محكمة أو ورقة مواصفات فنية. يدعم: فجوة الأداء الفيزيائي بين الألواح المعاد تدويرها والبكر. ملاحظة النطاق: يقتصر على تطبيقات تحمل الأحمال الثقيلة. ↩
[ملف PDF] ماذا يحدث للألياف السليلوزية أثناء صناعة الورق وإعادة التدوير؟...، https://bioresources.cnr.ncsu.edu/BioRes_02/BioRes_02_4_739_788_Hubbe_VR_Recycling_Cellulosic_Fibers_Review.pdf. يؤكد بحثٌ موثوق في علوم اللب والورق حدّ تحلل ألياف السليلوز من خلال إعادة التدوير المتكررة. دور الدليل: التحقق من الحقائق؛ نوع المصدر: مجلة محكمة. يدعم: حدّ استنفاد الألياف. ملاحظة: قد تختلف الحدود الفعلية باختلاف مصدر الألياف. ↩
"قياسات المجال الكامل في اختبار سحق الحافة للكرتون المموج..."، https://pmc.ncbi.nlm.nih.gov/articles/PMC8199211/. التحقق من معيار TAPPI لقياس قوة ضغط الكرتون المموج. دور الدليل: التحقق الفني؛ نوع المصدر: وثائق معيارية صناعية. يدعم: استخدام اختبار سحق الحافة لاختبارات الهيكل. ملاحظة النطاق: ينطبق على ورق التبطين المموج والورق المتوسط. ↩
[ملف PDF] ألواح خام مقابل ألواح معاد تدويرها، بقلم ليزا تشاو، أطروحة...، https://vuir.vu.edu.au/18233/1/ZHAO_1993compressed.pdf. شرح لكيفية منع نسب الألياف الخام استنزاف الألياف والحفاظ على قدرة تحمل الأحمال الرأسية. دور الدليل: المواصفات الفنية؛ نوع المصدر: مجلة علوم المواد. يدعم: الفوائد الهيكلية لمادة الكرافت الخام. ملاحظة النطاق: ينطبق على مزيج الألواح المعاد تدويرها. ↩
"تقدير مقاومة حواف الكرتون المموج للسحق..."، https://pmc.ncbi.nlm.nih.gov/articles/PMC9961700/. تحليل فني لكيفية تعزيز مقاومة الضغط الرأسي بزيادة عدد التموجات لكل قدم طولي. دور الدليل: مبدأ هندسي؛ نوع المصدر: دليل صناعة التغليف. يدعم: منع سحق الحواف. ملاحظة النطاق: يركز على هندسة الكرتون المموج. ↩
شرح تصنيفات اختبار مقاومة السحق على الحواف (ECT): ما تعنيه لتغليف الكرتون المموج الخاص بك...، https://epackagesupply.com/blogs/packaging-guide/ect-ratings-explained-what-they-mean-for-your-corrugated-packaging?srsltid=AfmBOopP7yPm-za1Zdmrhk02tMYdyIedJTTmSlfpLAr5AG8HpZc5jsfg. إرشادات قياسية لقيم اختبار مقاومة السحق على الحواف (ECT) المطلوبة لتلبية متطلبات عمليات تدقيق الخدمات اللوجستية ومراقبة الجودة في قطاع التجزئة. دور الدليل: معيار صناعي؛ نوع المصدر: دليل اعتماد الخدمات اللوجستية. يدعم: ضرورة مقاييس اختبار مقاومة السحق على الحواف (ECT) للامتثال لمتطلبات التدقيق. ملاحظة النطاق: خاص بمعايير استلام التجزئة. ↩
"الكرتون المموج ودرجات المواد - استراتيجيات التغليف"، https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. التحقق من قياسات السماكة القياسية المستخدمة في الصناعة للكرتون المموج من النوع B. دور الدليل: التحقق الواقعي؛ نوع المصدر: ورقة المواصفات الفنية. يدعم: ادعاء سماكة المادة. ملاحظة: قد تختلف القياسات قليلاً باختلاف الشركة المصنعة. ↩
[ملف PDF] صلابة انحناء الورق المقوى المموج، https://www.fpl.fs.usda.gov/documnts/pdf1992/luo92a.pdf. تبرير فني لحساب بدل الانحناء بناءً على سُمك المادة لمنع التلف الهندسي أثناء الطي. دور الدليل: التحقق الهندسي؛ نوع المصدر: دليل تصميم التغليف. يدعم: طريقة التصحيح الهيكلي. ملاحظة النطاق: تطبيق خاص بالطيات بزاوية 90 درجة. ↩
"التحليل التحليلي لصلابة الانحناء لخمس طبقات..."، https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. تشرح الوثائق الفنية المتعلقة بهندسة التغليف كيفية احتساب بدل الانحناء لتشوه المادة أثناء الطي لضمان ملاءمة دقيقة. دور الدليل: المواصفات الفنية؛ نوع المصدر: دليل صناعي. يدعم: استخدام بدلات الانحناء لإدخال اللسان. ملاحظة النطاق: ينطبق بشكل أساسي على علب الكرتون القابلة للطي الصلبة وشبه الصلبة. ↩
"طرق اختبار وتأثيرات انبعاج حواف الورق المقوى المموج - BioResources"، https://bioresources.cnr.ncsu.edu/resources/overview-of-recent-studies-at-ipst-on-corrugated-board-edge-compression-strength-testing-methods-and-effects-of-interflute-buckling/. توضح إرشادات علم المواد للورق المقوى المموج بالتفصيل كيف أن سمك الورق (السماكة) يستلزم توسيع الفتحات لاستيعاب نصف قطر المادة الخارجي أثناء الطي. دور الدليل: المواصفات الفنية؛ نوع المصدر: دليل هندسي. يدعم: ضرورة توسيع الفتحات لمنع تمزق الورق المقوى. ملاحظة النطاق: يختلف بناءً على حجم التموج ونوع الورق المقوى. ↩
"التكلفة الخفية لعدم كفاءة التغليف - وكيفية معالجتها"، https://www.packagingdive.com/spons/the-hidden-cost-of-packaging-inefficiency-and-how-to-fix-it/741083/. تُظهر أبحاث الهندسة الصناعية حول تحسين خطوط التجميع أن تحسين التفاوتات الهندسية يقلل من وقت التجميع والقوة البدنية المطلوبة لآليات القفل. دور الدليل: الأثر الاقتصادي؛ نوع المصدر: دراسة هندسة صناعية. يدعم: الادعاء بأن الإزاحات الهندسية تقلل من عمالة التعبئة المشتركة. ملاحظة النطاق: يركز على خطوط الإنتاج الآلية أو شبه الآلية ذات الحجم الكبير. ↩



