
هل تواجه صعوبة في مواءمة رؤية علامتك التجارية مع الواقع الهيكلي؟ إن شاشة العرض لا تبدو رخيصة فحسب، بل تنهار على أرضية المتجر، مما يؤدي إلى تدمير هوامش ربحك على الفور.
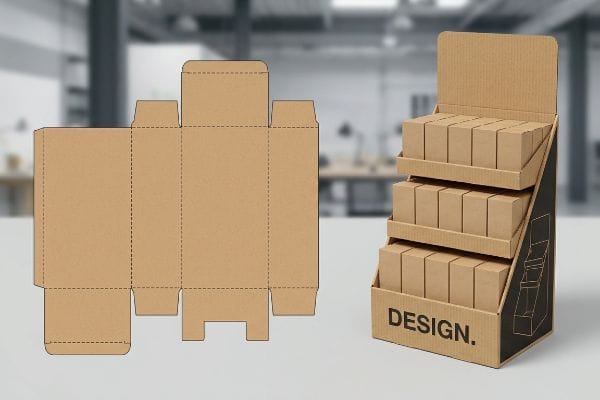
تتضمن عملية تصميم عرض كرتوني مخصص هندسة قوالب التشكيل الهيكلية، واختيار أفضل أنواع الكرتون المموج، وتطبيق تقنية التغليف الليثوغرافي عالي الدقة، ودمج الطيات الميكانيكية لعرض المنتجات في متاجر التجزئة. تحوّل هذه العملية الورق المقوى الخام إلى وحدات عرض تحمل علامة تجارية، متينة هيكليًا، ومخصصة لنقاط البيع، وتتوافق تمامًا مع معايير الوزن والأبعاد المكانية العالمية لقطاع التجزئة.
لكن معرفة النظرية لا تكفي عندما تبدأ طاولات القطع الآلية بالعمل وتسيطر قوانين الفيزياء على أرضية المصنع.
كيف تصنع حامل عرض من الورق المقوى؟
إن تحقيق الاستقرار المثالي يتطلب أكثر من مجرد مادة سميكة؛ إنه يتطلب هندسة جاذبية دقيقة.
يتطلب صنع حامل عرض من الورق المقوى حساب معامل الاحتكاك ومركز الثقل الديناميكي. يقوم المهندسون بدمج دعامات خلفية ممتدة، وفواصل داخلية على شكل حرف H، أو قيعان وهمية لموازنة الوزن الزائد، مما يضمن بقاء القاعدة الهيكلية منتصبة تمامًا ومستقرة تحت أقصى حمولة ممكنة من منتجات البيع بالتجزئة.

لكن معرفة النظرية لا تكفي عندما تبدأ الآلات بالعمل وتختبر الجاذبية ملفات التصميم بمساعدة الكمبيوتر (CAD).
فيزياء "نقطة التحول" وراء استقرار الشاشة
غالباً ما تفترض فرق المشتريات أن زيادة ارتفاع منصة العرض ستزيد من وضوح المنتج دون المساس بتوازنها. حتى المصممون المخضرمون غالباً ما يتجاهلون هذه النقطة، فيصممون وحدات غير متوازنة في أدوات الويب القياسية متجاهلين تماماً مركز الثقل. وعندما تُطبّق هذه الهياكل غير المُعايرة على أرض الواقع، يعمل توزيع الوزن غير المتماثل كبندول .
هذا ليس مجرد كلام نظري، بل أتعامل مع هذه المشكلة عمليًا في مختبرات الاختبار عند فحص وحدات العرض الأرضية التي تقدمها وكالات التسويق. في الربع الأخير، استلمتُ تصميمًا لمنتج تجميلي بدا رائعًا على الشاشة، لكنه تجاهل تمامًا توزيع الوزن الفعلي. في البداية، افترضتُ أن قاعدة مسطحة من نوع B-flute ستتحمل الوزن، لكنني كنتُ مخطئًا تمامًا. بمجرد وضع 8.3 كيلوغرام من المنتج على الرف العلوي، تجاوز انحراف الحمل الساكن 38 ملم، وانقلبت الوحدة بأكملها إلى الأمام. ولإصلاح ذلك، أعدتُ تصميم الجزء السفلي بالكامل. دمجتُ لوحة خلفية شبه منحرفة مع قاعدة وهمية، مما وسّع مساحة قاعدة الحامل الخلفية رياضيًا لتصحيح نقطة الانقلاب. من خلال تحريك نقطة ارتكاز الجاذبية للخلف، أضمن بقاء العرض عموديًا تمامًا، مما يُزيل خطر رفض تجار التجزئة ويوفر على العملاء مبالغ طائلة في استبدال الوحدات في عمليات العرض التقليدية.
| هندسة الاستقرار | النتيجة المادية | عائد الاستثمار في الشحن/التجزئة |
|---|---|---|
| لوحة خلفية شبه منحرفة | تغيير مركز الثقل2 | يمنع رفض بائعي التجزئة |
| مرساة حامل الرسم الممتدة3 | يتوقف عن رمي الكرة للأمام | يلغي تكاليف الاستبدال |
| تكامل القاع الكاذب | يخفض نقطة ارتكاز الجاذبية4 | يُسرّع وقت التجميع |
أرفض السماح للتصاميم غير المتناسقة بتدمير حملة وطنية. من خلال تثبيت القاعدة رياضياً قبل قص أي ورقة، أضمن بقاء بضائعك منتصبة وواضحة للعيان حتى في أكثر بيئات المتاجر تنافسية.
🛠️ مكتب هارفي: هل تنحني منصات العرض الحالية لديكم للأمام بشكل غير متوقع بسبب مركز ثقل غير محسوب؟ 👉 اطلبوا محاكاة ثلاثية الأبعاد للإجهاد الهيكلي بشكل فردي ↗ — أقوم بمراجعة كل ملف هيكلي شخصيًا خلال 24 ساعة.
ما هي صناديق العرض المصممة حسب الطلب؟
إن تحويل الورق المقوى المموج الخام إلى منتج ترويجي يحمل علامة تجارية هو توازن دقيق بين الجماليات وعلم المواد الخام.
صناديق العرض المصممة خصيصًا هي هياكل هندسية مخصصة للبيع بالتجزئة، مصممة لشحن وحماية وعرض السلع الاستهلاكية مباشرةً على أرفف المتاجر. تستخدم هذه الوحدات المعيارية ألواحًا مموجة متخصصة وتقنية تغليف عالية الدقة لتعزيز ظهور العلامة التجارية إلى أقصى حد، مع الالتزام الصارم بمعايير الأبعاد الدقيقة لسلسلة التوريد التجارية.

لكن معرفة النظرية لا تكفي عندما تبدأ طاولات القطع الآلية بالعمل وتهاجم الرطوبة المادية اللوح.
انهيار "بطانة الاختبار المعاد تدويرها" في أرضية المصنع
كثيراً ما تفترض فرق العلامات التجارية أن جميع صناديق الكرتون المموج تتصرف بنفس الطريقة طالما أن سمكها متساوٍ عند قياسه بالمسطرة. وهذا خطأ شائع يقع فيه حتى فرق المشتريات ذات الخبرة عندما تحاول خفض تكاليف المواد بشكل كبير. فهم يحددون نوعاً قياسياً من ورق الكرتون المقوى المعاد تدويره لحاويات البيع بالتجزئة، معتمدين على تصنيفات الأحمال النظرية دون مراعاة طبيعة ألياف الورق المتدهورة المسامية للغاية في بيئات النقلالرطبة.
هذا ليس مجرد كلام نظري، بل أتعامل مع هذه المشكلة عمليًا في قسم الاختبارات عند تدقيق النماذج الأولية المُصنّعة في الخارج. راجعتُ مؤخرًا أزمة نموذج أولي فاشل، حيث استبدل أحد الموردين ورق الكرافت الخام بورق مُعاد تدويره سرًا دون إبلاغ العميل. في البداية، افترضتُ أن ورق الاختبار القياسي 32ECT (اختبار سحق الحواف)6 سيصمد وفقًا لبروتوكولات غرفة الاختبار البيئية لدينا. لكنني كنتُ مخطئًا تمامًا. بعد 48 ساعة من محاكاة رطوبة النقل البحري، مررتُ يدي على الطبقة العلوية المطبوعة، وشعرتُ بالفعل بالتدهور اللين والمسحوقي للأخاديد الداخلية. انكسرت القاعدة عند 51 كيلوغرامًا (112.5 رطلًا) على طاولة الاهتزاز. بعد استبعاد التصميم الأولي، أجريتُ الحسابات من الصفر، ونفذتُ ترقية صارمة للمواد. أزلتُ اللب المُعاد تدويره، وحقنتُ ورق كرافت خام 100% مع حاجز رطوبة متخصص من مادة PVA (أسيتات البولي فينيل)7. من خلال التحول إلى هذه الألياف الصلبة ذات الحبيبات الطويلة التي لا تقبل المساومة، أضمن انخفاض وقت تجميع التعبئة المشتركة بمقدار 30 ثانية لكل وحدة، مما يقلل بشكل كبير من تكاليف العمالة ويضمن سلامة النقل المطلقة.
| هندسة المواد | النتيجة المادية | عائد الاستثمار في سلسلة التوريد |
|---|---|---|
| ترقية ورق كرافت فيرجن8 | يعيد صلابة الحبيبات الطويلة | يزيل أضرار السحق |
| حاجز رطوبة من مادة PVA9 | يحجب الرطوبة المحيطة | يمنع تشوه الكرتون |
| معايرة ملف تعريف ECT10 | يزيد من الحمل الرأسي | يقلل وقت التعبئة المشتركة |
لا أُغامر باستخدام ألياف ورقية رديئة لمجرد توفير بضعة قروش. إنّ استخدام مواد خام عالية الجودة هو السبيل الوحيد الذي يُريحني ويُطمئنني إلى أنّ صناديقكم ستصمد أمام تقلبات سلاسل التوريد العالمية.
🛠️ مكتب هارفي: هل تعرف النسبة الدقيقة للألياف المعاد تدويرها في ألواح الكرتون المموجة التي يستخدمها موردك الحالي قبل شحنها في حاويات الشحن البحري؟ 👉 راجع قائمة مكونات التغليف الخاصة بك ↗ — سرية تامة. تصاميمك غير المنشورة في مجال البيع بالتجزئة في أمان تام معي.
هل يمكنك الطباعة على الورق المقوى؟
يتطلب تحقيق إعادة إنتاج رسومية لا تشوبها شائبة على ركائز مموجة مسامية معايرة ميكانيكية مكثفة.
نعم. تتطلب الطباعة على الكرتون أساليب صناعية متخصصة مثل التغليف الليثوغرافي عالي الدقة أو الطباعة الفلكسوغرافية المباشرة. يقوم المصنّعون بتركيب الأغطية العلوية المطبوعة حسب الطلب على صفائح كرتونية مموجة صلبة باستخدام ضغط ميكانيكي دقيق، مما يضمن بقاء ألوان العلامة التجارية الزاهية واضحة وحادة دون الإضرار بالسلامة الهيكلية لمادة التغليف الأساسية.
لكن معرفة النظرية لا تكفي عندما تبدأ الآلات بالعمل ويحدث تحول في عملية الترقق الآلي.
فخ التسامح مع "الطباعة الحجرية"
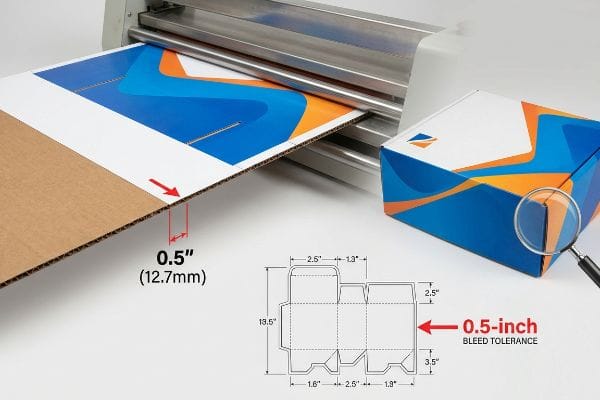
كثيراً ما يستخدم مصممو الجرافيك العاملون في استوديوهات مكيفة الهواء هوامش طباعة تجارية قياسية تبلغ 3.17 مم (0.125 بوصة) في ملفات العرض الخاصة بهم. ويتعاملون مع الورق المقوى السميك المموج كما لو كان ورقة طباعة عادية مسطحة وثابتة تماماً. ويتجاهلون بذلك الواقع الميكانيكي القاسي لعملية التركيب الآلية، حيث تُلصق الطبقات العلوية المطبوعة على ألواح من نوع B-flute بسمك 3 مم بسرعات فائقة.
هذا ليس مجرد كلام نظري، بل تعلمته من تجربة قاسية في مصنعنا .في عام ٢٠٢٢، طلبت من كبير مهندسي التغليف، مارك، تشغيل دفعة كبيرة باستخدام ملف طباعة مُصمم بدقة متناهية من أحد العملاء، متجاهلاً تماماً الواقع المادي لعملية تغليف الكرتون المموج.ظننا أننا نستطيع توفير الوقت بتجاوز هامش التفاوت المسموح به. بعد ثلاثة أيام، وأنا أقف عند نهاية خط الإنتاج، سمعت صوت صفع عالٍ وإيقاعي لآلة القطع الدوارة، وأدركت أن كل وحدة قد تعرضت للتلف، كاشفةً عن حواف ورق بني قبيحة. كان هامش التفاوت القياسي غير كافٍ على الإطلاق. أمرت على الفور بإجراء تعديل ميكانيكي عاجل على آلة التغليف الصاخبة، وأجبرت على إعادة معايرة ما قبل الطباعة. قمنا بتوسيع هامش التفاوت الرقمي إلى ١٢.٧ ملم (٠.٥ بوصة)بعد خط القطع الفعلي ليكون بمثابة شبكة أمان دائمة ضد الانحراف المادي الطبيعي للآلة. لم يمنع تعديل التفاوت هذا البالغ ١٢.٧ ملم الحواف من التلف فحسب؛ لقد قلل ذلك من وقت توقف الآلات بنسبة 15٪، مما وفر للعميل أيامًا حاسمة في سرعة الوصول إلى السوق ومنع رفضًا واسع النطاق من قبل تجار التجزئة.
| هندسة التغليف | النتيجة المادية | عائد الاستثمار في الإنتاج |
|---|---|---|
| هامش نزيف 0.5 بوصة13 | يمتص انزياح التغليف | يزيل الوميض البصري |
| تقليص ما قبل الطباعة RIP14 | يمنع تراكم النقاط والطين | يضمن الامتثال لمعايير العلامة التجارية |
| ضبط ضغط الآلة | يحمي سلامة الفلوت | يزيد من قوة BCT15 |
لا أثق مطلقاً بقواعد الطباعة التجارية التقليدية عند التعامل مع الركائز الكرتونية السميكة. من خلال فرض هوامش تفاوت دقيقة للغاية في مرحلة ما قبل الطباعة، أضمن لك تغطية علامتك التجارية بشكل مثالي لكل حافة على الأرضية.
🛠️ مكتب هارفي: هل تعاني عروضك الحالية من حواف كرتونية مكشوفة بسبب عدم دقة هوامش الطباعة قبل الطباعة؟ 👉 اطلب فحصًا شاملاً قبل الطباعة ↗ — بدون وسطاء. تتحدث مباشرةً مع مهندسين متخصصين في التصميم الإنشائي.
ما هو رمز النظام المنسق لعرض الكرتون؟
يعتمد اجتياز الجمارك الدولية بكفاءة على التصنيف التنظيمي الدقيق قبل مغادرة الشحنة للرصيف.
تندرج رموز النظام المنسق لعرض الكرتون عادةً تحت البند 4819.10، الذي يشير إلى علب الكرتون المموج أو الكرتون المقوى. ويحدد التصنيف الصحيح للنظام المنسق بشكل مباشر رسوم الاستيراد العالمية، والجداول الزمنية القانونية للتخليص الجمركي، والامتثال اللوجستي التام للعلامات التجارية التي تشحن وحدات البيع بالتجزئة عبر نقاط التفتيش الحدودية الدولية المعقدة.

إن إنجاز الأوراق بشكل صحيح لا يقل أهمية عن الهندسة عند اجتياز الحدود العالمية.
الآليات الهندسية وراء الامتثال الجمركي
اعتبر رمز النظام المنسق (HS) بمثابة الحمض النووي الهيكلي لشحنتك من وجهة نظر موظف الجمارك. فهو يُزيل كل ما هو مُبالغ فيه من حيث التسويق، ويُختزل منتجك التجاري إلى مادته الخام ووظيفته الأساسية. إذا كان التصنيف غامضًا، فإن موظفي الجمارك يتعاملون مع الشحنة على أنها مُخالفة، مما يؤدي إلى احتجاز الحاوية فورًا.أحرص دائمًا على أن تدعم قائمة المواد الفنية التصنيف القانوني المحدد الذي نُقدمه.
عندما يسألني العملاء عن ماهية هذا، أشير عادةً إلى كومة ضخمة من منصات عرض المنتجات الأرضية المسطحة الموجودة في منطقة تجهيز الشحنات الصادرة. بالنسبة للعميل، هو منتج تجميل فاخر جديد؛ أما بالنسبة لموظف الجمارك الأمريكية، فهو مجرد هيكل من الورق المقوى المموج تحت البند الجمركي 4819.10. وقد شرحت مؤخرًا لمدير منتج جديد بيانات الشحن لدينا، موضحًا له كيف نُحسّن هذه الرموز بشكل قانوني لتقليل الرسوم الجمركية. من خلال ضمان تطابق ملفات الهندسة الإنشائية تمامًا مع تعريفات التعريفة الجمركية، أحافظ على سلاسة سلسلة التوريد. نقوم بتقديم بيانات ISF (ملف أمن المستورد) قبل 72 ساعة بناءً على هذه المقاييس الدقيقة، مما يضمن تخليص الحاوية من الميناء دون عمليات تفتيش مكلفة أو غرامات ضريبية غير متوقعة.
| استراتيجية الامتثال | النتيجة اللوجستية | العائد المالي على الاستثمار |
|---|---|---|
| ملف دقيق 4819.1017 | يمنع عمليات التفتيش في الموانئ | يقلل الرسوم الجمركية بشكل قانوني |
| بروتوكول ISF لمدة 72 ساعة18 | يتم تخليصها من الجمارك فوراً | يلغي رسوم التأخير19 |
| مطابقة مواد قائمة المواد | التحقق من البيانات الهيكلية | تسريع النقل البحري |
أتعامل مع أوراق اللوجستيات بنفس الدقة المتناهية التي أتعامل بها مع دقة القطع. من خلال تصميم تصنيفك الجمركي مبكراً، أضمن وصول منتجاتك إلى المتاجر في الموعد المحدد تماماً.
🛠️ مكتب هارفي: هل يقوم وكيل الشحن الحالي لديك بتخمين رموز التعريفة الجمركية على عبوات منتجات التجزئة المستوردة بشكل عشوائي؟ 👉 احصل على مراجعة لوجستية ومراجعة امتثال ↗ — أقوم بمراجعة كل ملف هيكلي شخصيًا خلال 24 ساعة.
خاتمة
يمكنك المخاطرة باستخدام ورق اختبار معاد تدويره رخيص الثمن، ولكن عندما ينهار لوح 32ECT المتضرر تمامًا تحت رطوبة النقل البحري، فإنه يُبطئ خط تجميع متاجر التجزئة بنسبة تُقدر بـ 30%، ويُؤدي فورًا إلى عمليات استرداد ضخمة من قِبل المتاجر الكبرى. وقد كشف هذا التدقيق الهندسي مؤخرًا عن خطأ فادح في التفاوت المسموح به يبلغ 2 مم في عملية طرح وطنية رئيسية قبل بدء الإنتاج. توقف عن إهدار ميزانية التسويق على أعطال كارثية في المستودعات، ودعني أُصمم شخصيًا عملية طرحك القادمة لضمان متانة هيكلية مطلقة.
"بندول مقلوب ذاتي التصحيح يتحدى الجاذبية"، https://www.youtube.com/watch?v=5uZdwxbLdJ8. [يشرح مرجع في الفيزياء أو الهندسة الإنشائية كيف يُولّد مركز الكتلة المنزاح عزم دوران دوراني، محاكياً ديناميكيات البندول لإحداث عدم استقرار]. دور الدليل: التحقق الفني؛ نوع المصدر: دليل هندسي. يدعم: العلاقة بين توزيع الوزن وميلان الهيكل. ملاحظة النطاق: ينطبق على شاشات العرض التجارية القائمة بذاتها. ↩
"مركز الثقل: نشاط علمي في الفيزياء والميكانيكا"، https://www.exploratorium.edu/snacks/center-gravity. [يُظهر تحليل هندسي إنشائي للأشكال شبه المنحرفة في شاشات العرض الكرتونية كيف يُحسّن تغيير مركز الكتلة من ثباتها ضد الانقلاب]. دور الدليل: التحقق الفني؛ نوع المصدر: دليل هندسي. يدعم: تأثير شكل اللوحة الخلفية على الثبات. ملاحظة النطاق: ينطبق على شاشات العرض الرأسية في نقاط البيع. ↩
"حوامل صور لاصقة من الورق المقوى - حامل صور لاصق لـ..."، https://www.michaels.com/product/bright-creations-cardboard-display-stand-selfstick-cardboard-easel-backs-adhesive-photo-stand-for-artwork-posters-signs-white-5inch-50pack-177706394844086290. [تشير معايير التغليف الصناعية إلى أن زيادة طول قاعدة الحامل تُوسّع قاعدة الدعم، مما يمنع الميلان للأمام]. دور الدليل: المواصفات الفنية؛ نوع المصدر: دليل تصميم التغليف. يدعم: منع الميلان للأمام. ملاحظة: تختلف الفعالية باختلاف وزن المنتج وارتفاعه. ↩
"مقاطع فيديو توضيحية - OERTX"، https://oertx.highered.texas.gov/courseware/lesson/3869/student-old/. [تشير مبادئ الفيزياء المتعلقة بمركز الكتلة إلى أن دمج قاع زائف يُخفض نقطة الارتكاز، مما يزيد القوة اللازمة لإمالة الهيكل]. دور الدليل: التحقق من القوانين الفيزيائية؛ نوع المصدر: كتاب مدرسي في فيزياء الإنشاءات. يدعم: آليات الاستقرار الجاذبي. ملاحظة نطاق البحث: يتطلب توزيعًا محددًا للوزن في القاعدة ليكون فعالًا. ↩
"تأثير الرطوبة ودرجة الحرارة على الخواص الميكانيكية لـ..."، https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [يؤكد مصدر في علوم المواد أو هندسة التغليف أن الألياف المعاد تدويرها تتميز بمسامية وامتصاص رطوبة أعلى، مما يؤدي إلى انخفاض مقاومتها للضغط في ظروف الرطوبة العالية]. دور الدليل: التحقق التقني؛ نوع المصدر: مجلة علوم المواد أو ورقة بحثية صناعية. يدعم: حساسية ورق الاختبار المعاد تدويره للرطوبة. ملاحظة النطاق: يتناول تحديدًا تدهور ألياف السليلوز من خلال دورات إعادة التدوير. ↩
[ملف PDF] مواصفات الكرتون المموج - رابطة صناديق الألياف، https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [تحدد معايير الصناعة لتغليف الكرتون المموج قدرة تحمل الأحمال والمعايير الهيكلية لتصنيف 32ECT]. دور الدليل: مواصفات فنية؛ نوع المصدر: معيار صناعي. يدعم: قوة المادة الأساسية. ملاحظة النطاق: خاص بتصنيف الكرتون المموج في أمريكا الشمالية. ↩
"تحسين خصائص العزل لورق التغليف باستخدام البولي فينيل..."، https://pmc.ncbi.nlm.nih.gov/articles/PMC8072764/. [توضح وثائق علم المواد بالتفصيل كيف تُحسّن طبقات أسيتات البولي فينيل (PVA) الاستقرار الحراري المائي ومقاومة الرطوبة لورق الكرافت الخام]. دور الدليل: برهان علمي في علم المواد؛ نوع المصدر: مجلة تقنية. يدعم: فعالية حاجز الرطوبة. ملاحظة النطاق: ينطبق على المواد المموجة المطلية المستخدمة في النقل في بيئات عالية الرطوبة. ↩
كيف يُستخدم ورق الكرافت في التغليف؟ - PopDisplay، https://popdisplay.me/how-is-kraft-paper-used-in-packaging/. [تؤكد أبحاث علوم المواد أن ألياف الكرافت البكر توفر قوة شد وصلابة طولية أعلى بكثير من الألياف المعاد تدويرها]. دور الدليل: المواصفات الفنية؛ نوع المصدر: مجلة علوم المواد. يدعم: فعالية ورق الكرافت البكر في استعادة الصلابة الهيكلية. ملاحظة النطاق: يعتمد على درجة ورق الكرافت المستخدم. ↩
"الأسباب الرئيسية لتشوه ألواح التغليف - Bindwel"، https://bindwel.com/the-primary-causes-of-warped-cover-boards/. [تؤكد البيانات الفنية المتعلقة بطلاءات التغليف أن حواجز أسيتات البولي فينيل (PVA) تقلل من امتصاص الرطوبة، وبالتالي تمنع التشوه الهيكلي في البيئات عالية الرطوبة]. دور الدليل: خاصية المادة؛ نوع المصدر: دليل هندسة التغليف. يدعم: استخدام PVA لمنع الرطوبة المحيطة. ملاحظة النطاق: خاص بطرق التطبيق السطحي. ↩
"اختبار مقاومة الحواف للكسر: رؤى أساسية لتغليف الكرتون المموج"، https://www.testresources.net/blog/edge-crush-test-essential-insights-for-corrugated-packaging. [تنص معايير الصناعة للكرتون المموج على أن معايرة اختبار مقاومة الحواف للكسر (ECT) هي المقياس الأساسي لتحديد أقصى حمل تكديس رأسي للصندوق]. دور الدليل: معيار صناعي؛ نوع المصدر: معايير TAPPI. يدعم: العلاقة بين معايرة اختبار مقاومة الحواف للكسر وقدرة التحميل الرأسي. ملاحظة النطاق: ينطبق على الكرتون المموج الليفي فقط. ↩
"التغليف الليثوغرافي الدقيق - مجموعة MM"، https://mm.group/packaging/technologies/lamination/. [تشرح الوثائق الفنية الخاصة بالتغليف الليثوغرافي ظاهرة انزياح الطبقات العلوية المطبوعة بالنسبة للطبقة المموجة أثناء عملية اللصق]. دور الدليل: تعريف فني؛ نوع المصدر: دليل هندسي. يدعم: سبب ظهور الحواف الزائدة. ملاحظة: يختلف معدل الانزياح باختلاف سمك الطبقة الأساسية ودقة الآلة.] ↩
"التغليف بالطباعة الحجرية - باك لين"، https://packlane.com/support/lithographic-lamination?srsltid=AfmBOoomPLrz_R6HoItEyQXnW2IC9H_GeWGY7mtjM_bmqH32tMeBBdD1. [تحدد معايير التغليف الصناعية الحد الأدنى من هوامش التسرب للركائز المموجة عالية الانحراف لضمان تغطية كاملة للألوان أثناء القطع]. دور الدليل: المواصفات الفنية؛ نوع المصدر: دليل تصميم صناعي. يدعم: استخدام هوامش تسرب موسعة لمنع الحواف غير المشذبة. ملاحظة النطاق: تختلف المتطلبات الفعلية باختلاف هوامش المعدات.] ↩
"الطباعة الليثوغرافية مقابل الطباعة الرقمية: دليل المشتري الصناعي لـ..."، https://mdmpkg.com/litho-laminited-vs-digital-printing-premium-corrugated-packaging-2/. [تحدد إرشادات التغليف الفنية الحد الأدنى لمتطلبات هامش التسييل لتعويض انحراف التسجيل أثناء عملية التغليف]. دور الدليل: المواصفات الفنية؛ نوع المصدر: دليل صناعي. يدعم: معايير هامش التسييل. ملاحظة النطاق: خاص بالركائز المموجة. ↩
دراسة حول تأثير سرعة الطباعة الحجرية على تضخم النقاط، https://repository.rit.edu/theses/3941/. [تشرح وثائق معالجة الصور النقطية (RIP) كيفية منع تعديلات خفض كمية الحبر من التشبع المفرط للحبر وتضخم النقاط على الورق المقوى المسامي]. دور الدليل: التحقق من صحة العملية؛ نوع المصدر: دليل فني. يدعم: إدارة الحبر. ملاحظة النطاق: ينطبق على الطباعة الأوفست والرقمية. ↩
[ملف PDF] تأثيرات الرطوبة النسبية على الانضغاط... - كليمسون أوبن، https://open.clemson.edu/context/all_theses/article/4232/viewcontent/Brown_clemson_0050M_15634.pdf. [تؤكد الدراسات الهندسية على الورق المقوى المموج أن ضغط الماكينة الأمثل يمنع تكسر التموجات، وبالتالي يحافظ على قيمة اختبار انضغاط الصندوق (BCT)]. دور الدليل: علاقة سببية؛ نوع المصدر: دليل هندسة إنشائية. يدعم: السلامة الإنشائية. ملاحظة النطاق: التركيز على الورق المقوى المموج. ↩
"كيف يخسر المصدرون أموالهم بارتكاب هذه الأخطاء الثلاثة في رمز النظام المنسق..."، https://www.instagram.com/reel/DRuIzJxAiz7/. [تؤكد الإرشادات الرسمية للجمارك وحماية الحدود أن التصنيف غير الصحيح أو الغامض لرمز النظام المنسق يؤدي إلى احتجاز البضائع وتأخير الشحنات]. دور الدليل: التحقق من الحقائق؛ نوع المصدر: وثائق تنظيمية. يدعم: تأثير التصنيف الخاطئ. ملاحظة النطاق: تختلف العقوبات والإجراءات المحددة باختلاف الولاية القضائية الوطنية. ↩
نتائج البحث المتقاطع - الجمارك وحماية الحدود الأمريكية، https://rulings.cbp.gov/search?term=4819.10.0040. [تؤكد قاعدة بيانات تعريفات جمركية موثوقة ما إذا كان رمز النظام المنسق 4819.10 هو التصنيف الصحيح لعبوات وعروض الكرتون]. دور الدليل: التحقق من التصنيف؛ نوع المصدر: جدول التعريفات الحكومية. يدعم: الاستخدام الصحيح لرمز النظام المنسق. ملاحظة النطاق: ينطبق على النظام المنسق لمنظمة الجمارك العالمية. ↩
"ملف أمن الاستيراد (ISF) - متى يتم تقديمه إلى إدارة الجمارك وحماية الحدود الأمريكية (CBP)؟"، https://www.help.cbp.gov/s/article/Article-1868. [تحدد لوائح إدارة الجمارك وحماية الحدود الأمريكية (CBP) التوقيت المطلوب لتقديم ملفات أمن المستورد لتجنب الغرامات والتأخير]. دور الدليل: متطلب تنظيمي؛ نوع المصدر: لائحة حكومية رسمية. يدعم: ادعاءات التوقيت المتعلقة بملف أمن الاستيراد. ملاحظة النطاق: يشير تحديدًا إلى لوائح الاستيراد الأمريكية. ↩
دليل تقديم بيانات ISF: استكمال متطلبات ومواعيد 10+2 (2025)"، https://strixsmart.com/resources/guides/isf-filing. [توضح معايير صناعة الخدمات اللوجستية كيف يمنع التخليص الجمركي السريع عبر ISF تجاوز الشحنات للوقت المسموح به في الميناء]. دور الدليل: الأثر المالي؛ نوع المصدر: دليل الخدمات اللوجستية التجارية. يدعم: العائد المالي على الاستثمار للامتثال. ملاحظة النطاق: يقتصر على رسوم التخزين في الميناء. ↩



