
توقف عن التخمين بشأن عمليات أرضية المصنع. عندما تنتقل من التصاميم الرقمية إلى عمليات الإنتاج المادية الضخمة، فإن عملية التصنيع هي التي تحدد بقاءك.
إنتاج الصناديق المصممة حسب الطلب عملية صناعية متعددة المراحل تحوّل ألواح الكرتون المموج الخام إلى هياكل تجارية جاهزة. تتطلب هذه العملية هندسة هيكلية باستخدام التصميم بمساعدة الحاسوب (CAD)، وقطع القوالب بدقة، والطباعة الليثوغرافية الأوفست، واستخدام مواد لاصقة متخصصة لضمان متانة تحمل الأحمال وتناسق المظهر تحت الإضاءة القوية.

لكن معرفة النظرية لا تكفي عندما تبدأ الآلات الثقيلة بالعمل.
كم تبلغ تكلفة صنع صندوق مخصص؟
نادراً ما يكون السعر المذكور في عرض السعر الأولي هو الفاتورة النهائية التي تدفعها.
تتفاوت تكلفة تصنيع علبة مخصصة بشكل كبير بناءً على الكمية ونوع الورق المقوى وطرق الطباعة. يحسب معظم المشترين التكاليف النظرية للمواد، متجاهلين تمامًا التكاليف الخفية لوقت إعداد الآلة ورسوم الأدوات وتجزئة سلسلة التوريد التي تؤدي حتمًا إلى زيادة الفاتورة النهائية.

لكن حساب سعر الوحدة النظري على جدول بيانات لا يعني شيئاً عندما يتوقف خط التجميع.
العقوبات الخفية للمشتريات المجزأة
حتى فرق المشتريات المخضرمة غالباً ما تحاول خفض تكاليف الوحدة بشكل مصطنع من خلال نموذج توريد مجزأ. فهم يفترضون أن شراء مكونات الكرتون المموج الخام من مورد واحد وشحنها إلى شركة تغليف متعاقدة منفصلة للتجميع سيتفوق حسابياً على تكلفة المصنع الجاهز. هذا النهج غير المترابط يتعامل مع الهياكل ثلاثية الأبعاد المعقدة كسلع بسيطة قابلة للتبديل، متجاهلاً تماماً التفاوتات الميكانيكية المطلوبة لعملية تنفيذ سلسة .
في عمليات البيع بالتجزئة الفعلية، غالبًا ما تؤدي هذه الطريقة المجزأة إلى تدمير هوامش الربح. فعندما تصل ألواح الكرتون الخام العامة إلى شركة التعبئة والتغليف دون توحيد دقيق في الأبعاد، يتسبب هذا التباين المادي حتمًا في تباطؤ كبير في عملية التجميع،بالإضافة إلى تكاليف باهظة للعمالة بالساعة. ومن خلال توحيد عمليات شراء المواد والتجميع الفعلي تحت مظلة مورد واحد موثوق،تُرسّخ العلامات التجارية رقابة صارمة على جودة المواد الخام، مما يُقلل أوقات التسليم بشكل ملحوظ ويضمن ربحية المشروع.
| خلل في سلسلة التوريد | إصلاح عمليات الشراء بالتجزئة | العائد المالي على الاستثمار |
|---|---|---|
| مصادر مواد غير متطابقة | عملية دمج متكاملة | يلغي رسوم التوقف عن العمل4 |
| التفاوتات الهيكلية غير المتجانسة | مراقبة الجودة للسقف الواحد | يقلل وقت التجميع بنسبة 35%5 |
| عمالة تحصيل الرسوم غير المتوقعة | تجميع ثابت لكل وحدة | يضمن هامش ربح المشروع |
توقف عن تسعير المكونات بشكل منفصل لتجنب خسارة الأرباح بسبب رسوم التأخير التي يفرضها متعهد التعبئة. إن التحكم الكامل في سلسلة التوريد هو السبيل الوحيد لضمان تطابق تكلفة الوحدة النهائية مع حساباتك.
🛠️ مكتب هارفي: هل يقوم موردو المواد الحاليون لديكم بتحميل فواتير التجميع الخاصة بكم سراً تكاليف توقف الآلات؟ 👉 اطلبوا تدقيقاً لتوحيد قوائم المواد ↗ — أقوم بمراجعة كل ملف هيكلي شخصياً خلال 24 ساعة.
كيف يمكن صنع صندوق مخصص؟
إن الانتقال من مفهوم رقمي إلى إنتاج مادي ضخم يتطلب انضباطاً رياضياً صارماً.
يتطلب تصنيع علبة مخصصة الانتهاء من تصميم الرسومات المتجهة وإنشاء قالب هندسي دقيق. يحدد هذا المخطط الرئيسي بدقة أماكن الطباعة والقص والطي التي ستقوم بها الآلات المؤتمتة على الورق المقوى المموج الخام، محولاً المشروع من نموذج رقمي إلى منتج مادي قابل للتطبيق من الناحية الهيكلية.
لكن رسم المتجهات على الشاشة أمر خطير عندما تتجاهل السماكة المادية للورق.
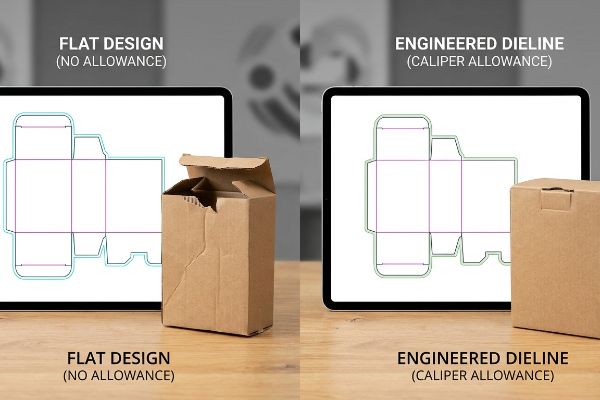
فخ بدل الفرجار في خطوط القطع المسطحة
كثيراً ما تُقدّم وكالات التصميم الإبداعي رسومات متجهة مسطحة، حيث تُرسَم ألسنة التشابك وفتحات الطي بنفس عرض اللوحة المقابلة تماماً. وتتعامل هذه الوكالات مع الكرتون المموج كما لو كان ورقة رقمية ثنائية الأبعاد عادية، متجاهلةً تماماً سُمكه الفعلي، سواءً كان من النوع B أو E. وبذلك، يظن المصممون خطأً أن رسوماتهم الرقمية الجميلة ستتحول بسلاسة إلى عبوات تجارية عملية.
في بيئة تجميع واقعية، يتسبب هذا النقص في دقة الأبعاد في أعطال تشغيلية فورية. فعند طي الكرتون السميك بزاوية 90 درجة، يستهلك نصف القطر الخارجي جزءًا من المادة(7)، مما يعني أن الألسنة ذات عرض الفتحات المتطابق ستنحني بشدة عند إدخالها. ويمنع تطبيق سماحية انحناء رياضية دقيقة على كل خط طي(8) هذه التأخيرات المُحبطة، مما يُوفر تجربة تجميع سلسة تُقلل بشكل كبير من تكاليف العمالة اليدوية خلال عملية طرح منتجاتك في متاجر التجزئة.
| نقطة عمياء في التصميم | التصحيح الهيكلي | العائد التشغيلي على الاستثمار |
|---|---|---|
| عرض الفتحات متطابق تمامًا | توسيع الفتحة البارامتري9 | يمنع التمزق أثناء التجميع |
| مادة متجاهلة | بدل الانحناء الرياضي10 | يقلل من وقت العمل اليدوي |
| تخطيطات متجهة ثنائية الأبعاد صلبة | محاكاة ثلاثية الأبعاد دقيقة | يُلغي الحاجة إلى إعادة العمل على النموذج الأولي |
لا تقبل أبدًا ملفات التصميم المسطحة التي تتجاهل سُمك الهيكل. إذا لم يحسب مصمم الجرافيك نصف قطر الطي الخارجي، فيجب إعادة بناء خطوط القطع رياضيًا قبل البدء في عملية القص.
🛠️ مكتب هارفي: هل قمت بحساب نصف قطر استهلاك المواد المحدد لألسنة التعشيق لديك حسابيًا؟ 👉 اطلب تدقيق دقة خطوط القطع ↗ — سرية تامة. تصاميمك غير المنشورة في مجال البيع بالتجزئة في أمان معي.
لماذا يُمنع استخدام الكرتون في المستشفيات؟
تخضع غرف العمليات وصالات البيع بالتجزئة لقوانين فيزيائية وبيولوجية مختلفة تمامًا.
يُمنع استخدام الكرتون في المستشفيات، وذلك أساساً لأن ألياف الورق الخام تُطلق باستمرار جزيئات غبار مجهرية. وتُشكل العبوات المموجة إسفنجاً مسامياً يحتضن الرطوبة والبكتيريا والجراثيم الفطرية، مما يجعل تعقيمها مستحيلاً من الناحية الهيكلية، ويُشكل خطراً كبيراً على البيئات الطبية المعقمة أو سلاسل إمداد الأدوات الجراحية.

لكنك لست بحاجة إلى جناح جراحي لتجربة العواقب الوخيمة لتلوث الورق الخام.
الخطر الخفي للغبار المموج على خط الإنتاج
العديد من للإلكترونيات الاستهلاكية ومستحضرات التجميل عن حقيقة أن الكرتون المموج القياسي مادة شديدة التلوث. فهم يفترضون أن العلبة المطبوعة حديثًا نظيفة تمامًا، متجاهلين الواقع الميكانيكي لعملية القطع بالقوالب. فعندما تخترق قوالب القطع الفولاذية طبقة الكرتون السميكة، فإنها تُنتج كميات هائلة من غبار السليلوز المجهريالذي يلتصق بتغليف المنتج بفعل الكهرباء الساكنة.
هذا ليس مجرد كلام نظري، بل تعلمته من تجربة عملية في المصنع. في عام ٢٠٢١، طلبت من كبير مهندسي التغليف، مارك، تشغيل دفعة ضخمة من عبوات عرض مستحضرات التجميل اللامعة باستخدام تقنية القطع بالقوالب عالية السرعة القياسية دون استخدام تقنيات شفط متخصصة. ظننت أننا سنوفر الوقت بتجاوز مرحلة التحضير بالشفط. بعد ثلاثة أيام، في مختبر ضمان الجودة، مررت إبهامي على بطاقة رأسية مغلفة حديثًا، وشعرت بحبيبات غبار الكرتون المموج الخشنة عالقة مباشرة فوق علامة الطباعة الموضعية بالأشعة فوق البنفسجية. تسبب الاحتكاك في خدوش دقيقة على كامل الدفعة. أوقفت آلة القطع الدوارة فورًا، وأجريت معايرة ميكانيكية سريعة مباشرة على الآلة الصاخبة. ركّبت أغطية شفط موجهة وسكاكين هواء عالية الضغط موجهة خصيصًا إلى محطة إزالة التغليف، لنفخ الجزيئات بقوة من على الألواح قبل تكديسها. أدى هذا المعايرة الدقيقة للآلة إلى القضاء تمامًا على تساقط الألياف المحيطة، مما أدى إلى انخفاض معدل رفض ضمان الجودة لدينا بنسبة 98٪ وحماية القيمة البصرية المتميزة للعميل على رفوف البيع بالتجزئة.
| مصدر التلوث | معايرة الآلة | عائد الاستثمار في مراقبة الجودة |
|---|---|---|
| قالب فولاذي حاد | سكاكين الهواء المضغوطة | يزيل الخدوش الدقيقة |
| التصاق الغبار الساكن12 | أغطية شفط الهواء | انخفاض بنسبة 98% في حالات رفض ضمان الجودة13 |
| تساقط الألياف المحيطة14 | محطات تجريد معزولة | يحمي التشطيبات الفاخرة |
لا أقبل بتلوث المنتجات التي تُفسد جودة الطباعة الراقية. التحكم في غبار الورق من مصدره الميكانيكي أمرٌ لا غنى عنه إذا كنت ترغب في الحصول على جودة طباعة ممتازة تتحمل الاستخدام المتكرر دون خدوش.
🛠️ مكتب هارفي: هل يستخدم موردك الحالي نظام شفط هواء فعال فوق خطوط قطع القوالب؟ 👉 اطلب تدقيقًا لمراقبة الجودة في المصنع ↗ — لا يوجد مديرو حسابات وسيطون. تتحدث مباشرةً مع مهندسي الإنشاءات.
كيف يتم تصنيع الصناديق؟
إن وضع الحبر على ورقة ليس سوى 10% من المعركة.
تُصنع الصناديق عن طريق تغذية ألواح الكرتون المموج الخام عبر آلات صناعية ثقيلة حيث تتم طباعتها وتغليفها وثنيها وقطعها. تقوم مكابس الطباعة الفلكسوغرافية عالية السرعة بتطبيق الحبر مباشرة على الألياف، أو تقوم عمليات التغليف الليثوغرافي الدقيقة بتركيب طبقات علوية عالية الدقة على التموجات باستخدام مواد لاصقة سائلة وضغط ميكانيكي.

لكن في اللحظة التي تُدخل فيها الكيمياء الرطبة إلى الورق الجاف، تصبح الفيزياء معادية.
التشوه الكيميائي للتغليف الحجري
تتوقع الفرق الإبداعية أن يؤدي تثبيت طبقة علوية مطبوعة عالية الجودة على لوح كرتوني مموج صلب إلى بنية مسطحة تمامًا. ويتجاهلون الواقع الكيميائي المتقلب لعملية الطباعة الحجرية. تعتمد هذه العملية على لاصق بولي فينيل أسيتات (PVA) مائي15، وعندما يُنشر هذا اللاصق الرطب على مساحات سطحية كبيرة مسامية، فإنه يُغير بشكل كبير البنية الخلوية للورق16.
هذا ليس مجرد كلام نظري، بل أتعامل مع هذه المشكلة عمليًا في قسم الاختبارات عندما تتغير ظروف المصنع. مؤخرًا، تجولت على خط الإنتاج بعد دفعة ضخمة من شاشات العرض الجانبية بارتفاع 152 سم (60 بوصة) ، وفحصت أكوام المعالجة يدويًا. نزعتُ الغطاء العلوي من لوحة ملتوية، وشعرت بالرطوبة والشد المتصلب حيث كان الغراء المائي يجف بشكل غير متساوٍ. كانت الألواح تنحني للداخل كرقائق البطاطس الضخمة. كان الافتراض المعتاد هو إضافة المزيد من المادة اللاصقة لتعزيز الترابط، لكنني كنت أعلم أن ذلك سيزيد من نسبة الرطوبة . بدلًا من ذلك، قللت كمية الغراء الزائدة، وفرضت بروتوكولًا صارمًا لوزن المعالجة. أعدت معايرة بكرات التغليف لوضع طبقة رقيقة جدًا من مادة PVA بدقة متناهية، ثم رصصت الألواح المبللة فورًا تحت ألواح ضغط ثابتة الوزن لمدة 24 ساعة لضمان معالجة متساوية كيميائيًا . أدى هذا التصحيح القاسي القائم على البيانات إلى تحييد التوتر السطحي تمامًا، مما أدى إلى القضاء على التقوس الهيكلي وضمان وقوف الألواح الجانبية الضخمة بشكل عمودي تمامًا، الأمر الذي منع عمليات الرفض المكلفة من قبل تجار التجزئة الكبار.
| عيب في التصنيع | معايرة الكيمياء | العائد اللوجستي على الاستثمار |
|---|---|---|
| حمل رطوبة غير منضبط | قياس PVA فائق الرقة19 | يزيل تقوس السطح |
| تجفيف المواد اللاصقة بالهواء الحر | علاج الوزن الميت خلال 24 ساعة20 | يضمن الثبات الرأسي |
| توتر غير متوازن في اللوحة | إضافة بطانة خلفية مزدوجة21 | يمنع عمليات رد المبالغ المدفوعة من قبل تجار التجزئة |
لن أسمح لديناميكيات الرطوبة غير المنضبطة بتحويل منصات العرض الطويلة إلى عوائق مائلة. إن إتقان كيمياء التغليف الرطب هو السبيل الوحيد لضمان وقوف هياكلك المتينة بشكل مستقيم في الممر.
🛠️ مكتب هارفي: هل تنحني ألواحك المسطحة الكبيرة إلى الداخل بسبب شد معالجة مادة PVA غير المنضبط؟ 👉 احصل على مراجعة لعملية التغليف ↗ — أقوم بمراجعة كل ملف هيكلي شخصيًا خلال 24 ساعة.
خاتمة
يمكنك اختيار مورد يتجاهل المواد الكيميائية المستخدمة في التصنيع، ولكن عندما يتسبب لاصق PVA غير المُدقَّق في تشويه الألواح الجانبية الضخمة التي يبلغ طولها 60 بوصة (152 سم) كما لو كانت رقائق بطاطس، فإن ذلك يؤدي إلى رفض فوري من قِبل تجار التجزئة، ويقضي تمامًا على هامش ربح الحملة. وقد كشفت مراجعة هندسية دقيقة مؤخرًا عن خطأ فادح في التفاوت المسموح به يبلغ 2 مم في عملية طرح وطنية واسعة النطاق قبل بدء الإنتاج. توقف عن إهدار ميزانية التسويق على شاشات عرض غير مستقرة، ودعني أتولى شخصيًا هندسة عملية طرح منتجاتك في متاجر التجزئة القادمة لضمان أقصى قدر من استمرارية سلسلة التوريد.
"دراسة تأثير الثقوب على قدرة تحمل الأحمال..."، https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. [تحدد معايير التصنيع الفنية للتغليف المموج كيف يمكن أن يؤدي اختلاف سمك الورق المقوى ودقة القطع بين مختلف الموردين إلى فشل التجميع]. دور الدليل: تبرير فني؛ نوع المصدر: دليل فني صناعي. يدعم: الادعاء بأن التوريد غير المتناسق يتجاهل متطلبات الملاءمة والتشطيب الحاسمة. ملاحظة النطاق: يركز على التجميع الهيكلي ثلاثي الأبعاد. ↩
"مرونة سلسلة التوريد 2026: هندسة ذكية التكلفة للتغليف"، https://korpack.com/the-2026-efficiency-pivot-moving-from-volume-to-value/?srsltid=AfmBOorpFXAi3qnyjR2_v7EDhksbuRTI5cnD3ppeHj3uR3sXF5yqMiBt. [تُظهر معايير الصناعة لكفاءة التصنيع أن الاختلافات في أبعاد المواد الخام تزيد من وقت التجميع وتكاليف العمالة]. دور الدليل: التحقق الفني؛ نوع المصدر: تقرير من قطاع الصناعات التحويلية. يدعم: تكلفة عمليات الشراء المجزأة. ملاحظة النطاق: يركز على بيئات التعبئة والتغليف المشتركة. ↩
"توحيد الموردين في مجال التغليف: لماذا يُقلل عدد الموردين من التسليم؟"، https://evergreenresources.com/benefits-of-vendor-consolidation-in-packaging/. [تشير دراسات تكامل سلسلة التوريد إلى أن تقليل عمليات تسليم الموردين يُقلل من أوقات التسليم ويُقلل من تباين الجودة]. دور الدليل: التحقق الاستراتيجي؛ نوع المصدر: مجلة إدارة سلسلة التوريد. يدعم: كفاءة توحيد الموردين. ملاحظة النطاق: تطبيق مبدأ عام لسلسلة التوريد على التغليف. ↩
"تكاليف التوقف غير المخطط لها تُكبّد المصنّعين الأمريكيين خسائر تصل إلى 207 ملايين دولار"، https://www.sdcexec.com/sourcing-procurement/manufacturing/news/22953487/fluke-corporation-unplanned-downtime-costs-us-manufacturers-up-to-207m-study. [توثّق أدبيات إدارة الخدمات اللوجستية وسلاسل التوريد كيف يُزيل التوحيد الشامل مخاطر عدم تطابق مصادر المواد التي تُسبّب توقف الإنتاج]. دور الدليل: التحقق السببي؛ نوع المصدر: كتاب في إدارة سلاسل التوريد. يدعم: العائد المالي على الاستثمار في مصادر المواد الموحدة. ملاحظة: تعتمد الفعالية على المستوى الأولي لتجزئة عمليات الشراء. ↩
"لماذا تُعدّ مراقبة الجودة بالغة الأهمية في مجال التغليف؟"، https://www.toptier.com/en-us/blog-events/news/why-quality-control-is-so-important-in-packaging. [يمكن لدراسة حالة صناعية أو تقرير كفاءة تشغيلية أن يُقدّم بيانات كمية حول تقليل وقت التجميع عند الانتقال إلى نظام متكامل لمراقبة الجودة]. دور الدليل: التحقق الكمي؛ نوع المصدر: ورقة بحثية صناعية. يدعم: مكاسب الكفاءة الناتجة عن عمليات الشراء الموحدة. ملاحظة: قد تختلف نسبة 35% تبعًا لمدى تعقيد المنتج. ↩
دليل خيارات سُمك صناديق الشحن الكرتونية المموجة - شركة GMS للصناعات، https://feeds.gmsindustries.com/blog/corrugated-shipping-box-cardboard-thickness-options. [يُمكن لمعيار تغليف صناعي أو دليل فني أن يُحدد السُمك الدقيق (باستخدام مقياس السماكة) لمواد الكرتون المموج من النوع B والنوع E، مما يُؤكد ضرورة مراعاة سماحية الطي]. دور الدليل: مواصفات فنية؛ نوع المصدر: معيار صناعي. يدعم: الضرورة العملية لمراعاة سُمك المادة في تصميم القوالب. ملاحظة النطاق: ينطبق على مواصفات الكرتون المموج]. ↩
"حاسبة مجانية لبدلات ثني الصفائح المعدنية | فيرجيلي للهندسة"، https://www.firgelliauto.com/blogs/engineering-calculators/sheet-metal-bend-allowance-calculator?srsltid=AfmBOoqrHsALsgsxFLekv7-_EAIDK82hkO1OURJOOKW0mew6LicluiSz. [تشرح المبادئ الهندسية لطي المواد كيف يزيد نصف القطر الخارجي وسماكة الركيزة من البعد الكلي للطية]. دور الدليل: المواصفات الفنية؛ نوع المصدر: دليل هندسي. يدعم: الضرورة الفيزيائية لبدلات الثني. ملاحظة النطاق: خاص بالركائز ذات الجدران السميكة مثل الكرتون المموج. ↩
"التحليل التحليلي لتحديد صلابة الانحناء لخمس طبقات..."، https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. [تنص معايير صناعة التغليف على استخدام معادلات محددة لضبط أبعاد القالب بناءً على سُمك المادة لضمان التوافق الهيكلي]. دور الدليل: معيار صناعي؛ نوع المصدر: دليل تصنيع. الدعامات: طريقة منع انبعاج اللسان. ملاحظة نطاق البحث: تختلف الحسابات باختلاف درجة الورق المقوى وحجم التموج. ↩
"تشكيل العبوات على آلات التغليف الانسيابي: المشاكل والحلول"، https://greenercorp.com/resource-blog/forming-packages-on-flow-wrappers-problems-and-solutions/. [تشرح معايير التغليف الفنية كيف يمنع تعديل أبعاد الفتحات بشكل معياري بناءً على سُمك المادة التمزق الهيكلي أثناء التجميع اليدوي]. دور الدليل: مواصفات فنية؛ نوع المصدر: معيار صناعي. يدعم: ضرورة تعديل الفتحات لمنع تلف المادة. ملاحظة النطاق: ينطبق بشكل أساسي على الورق المقوى المموج والورق المقوى السميك. ↩
"كيفية حساب بدل الانحناء وخصم الانحناء - يوتيوب"، https://www.youtube.com/watch?v=21Ky5ayg_q8. [تُعرّف كتيبات الهندسة الخاصة بالقطع بالقوالب الصيغ الرياضية المستخدمة لحساب بدل الانحناء بناءً على سُمك المادة لضمان دقة الأبعاد النهائية بعد الطي]. دور الدليل: المواصفات الفنية؛ نوع المصدر: كتيب هندسي. يدعم: متطلبات بدل الانحناء لمراعاة سُمك المادة. ملاحظة النطاق: يركز على العلاقة بين سُمك المادة ونصف قطر الطي. ↩
"حلول التخلص من مخلفات إنتاج الكرتون المموج"، https://www.hoecker-polytechnik.com/solutions/corrugated-cardboard-solidboard. [يمكن لمعايير الهندسة الصناعية أو دراسات تصنيع التغليف تأكيد حجم الجسيمات المتولدة عند قطع ألياف السليلوز بقوالب القطع الفولاذية]. دور الدليل: التحقق الفني؛ نوع المصدر: دليل الهندسة الصناعية. يدعم: الادعاء بأن عمليات القطع بالقوالب تُنتج حطامًا مجهريًا. ملاحظة النطاق: ينطبق تحديدًا على القص الميكانيكي للمواد الورقية. ↩
"الكهرباء الساكنة: التأثير الخفي على صناعة التغليف المرن"، https://www.packagingstrategies.com/articles/97675-static-the-invisible-influence-on-the-flexible-packaging-industry. [تشرح المراجع التقنية حول التجاذب الكهروستاتيكي كيف تتسبب الشحنات الساكنة في التصاق الجسيمات المموجة بأسطح الإنتاج]. دور الدليل: آلية تقنية؛ نوع المصدر: كتاب هندسي. يدعم: تحديد آليات التلوث. ملاحظة النطاق: ينطبق على البيئات الصناعية الجافة. ↩
"معدلات الرفض المقبولة لتغليف الكرتون المموج - AICC Now"، https://now.aiccbox.org/acceptable-reject-rates-for-corrugated-packaging/. [يُمكن لتقرير فني أو دراسة حالة من قطاع الصناعة تحديد النسبة المئوية المحددة لانخفاض حالات فشل ضمان الجودة بعد تركيب أنظمة شفط الفراغ]. دور الدليل: إثبات كمي؛ نوع المصدر: تقرير صناعي. يدعم: فعالية شفط الفراغ في تقليل النفايات. ملاحظة: قد تختلف النتائج بناءً على حجم الإنتاج وجودة المواد. ↩
"التحكم في الألياف المحمولة جوًا في المباني أثناء إزالة مواد الأسبستوس..."، https://pubmed.ncbi.nlm.nih.gov/3967643/. [ستؤكد الدراسات البيئية حول الجسيمات المنبعثة من المنتجات الورقية أن الكرتون المموج يُطلق أليافًا محمولة جوًا في الغلاف الجوي المحيط]. دور الدليل: أساس واقعي؛ نوع المصدر: دراسة صحة بيئية. يدعم: تحديد الملوثات المحمولة جوًا. ملاحظة النطاق: التركيز على الألياف القائمة على السليلوز. ↩
"غراء PVA - مواد لاصقة مائية"، https://www.intercol.info/index.php/pva-glue/. [تؤكد الأدلة الفنية الخاصة بإنتاج التغليف أن غراء PVA المائي هو المادة اللاصقة الأساسية المستخدمة لتثبيت الألواح على الكرتون المموج في عملية التغليف بالطباعة الحجرية]. دور الدليل: التحقق من الحقائق؛ نوع المصدر: دليل فني. يدعم: مواصفات المواد. ملاحظة النطاق: يركز على المواد اللاصقة الصناعية القياسية. ↩
"تأثير زيادة محتوى المادة اللاصقة المائية مع بورتلاند..."، https://www.preprints.org/manuscript/202602.1693. [تشرح الدراسات المتعلقة باسترطابية الورق والمواد اللاصقة الكيميائية كيف يؤدي تغلغل الماء في غراء PVA إلى انتفاخ ألياف السليلوز وتشوهها]. دور الدليل: تفسير سببي؛ نوع المصدر: ورقة علمية. يدعم: الآلية الكيميائية للتشوه. ملاحظة النطاق: ينطبق على ركائز الورق المسامية. ↩
"تأثيرات الرطوبة في عملية التغليف - AICC Now"، https://now.aiccbox.org/effects-of-moisture-in-the-lamination-process/. [يشرح مصدر موثوق في علوم الورق أو هندسة التغليف كيف تُدخل المواد اللاصقة المائية رطوبة زائدة إلى تموجات الورق، مما يُسبب انكماشًا وتشوهًا متفاوتين]. دور الدليل: آلية تقنية؛ نوع المصدر: دليل هندسي. يدعم: العلاقة بين حجم المادة اللاصقة والتقوس الهيكلي. ملاحظة النطاق: خاص بمواد لاصقة PVA المائية. ↩
"التغليف الليثوغرافي الدقيق - مجموعة MM"، https://mm.group/packaging/technologies/lamination/. [تحدد معايير التصنيع الصناعية للتغليف الليثوغرافي استخدام رصات مُثقّلة أو معالجة بالضغط لضمان تبخر الرطوبة بشكل متجانس ومنع التجعّد]. دور الدليل: التحقق من صحة الإجراءات؛ نوع المصدر: دليل التصنيع. يدعم: فعالية بروتوكولات المعالجة المُثقّلة. ملاحظة النطاق: ينطبق على الألواح المموجة كبيرة الحجم. ↩
[ملف PDF] مواد لاصقة للتغليف - آشلاند، https://www.ashland.com/file_source/Ashland/Industries/Packaging%20Printing%20and%20Graphics/PC-13667.1_LaminatingAdhesives_Digital.pdf. [يحدد دليل صناعي تقني حول التغليف بالطباعة الحجرية التطبيق الدقيق لغراء PVA لتقليل امتصاص الرطوبة ومنع انحناء اللوح]. دور الدليل: مواصفات فنية؛ نوع المصدر: دليل صناعي. يدعم: استخدام معايرة دقيقة للمادة اللاصقة لمنع تقوس السطح. ملاحظة النطاق: خاص بالمواد اللاصقة القائمة على PVA]. ↩
"فهم التغليف الرقائقي المطبوع"، https://pmpackaging.com/blog/understanding-litho-laminated-packaging. [تصف معايير تصنيع التغليف متطلبات معالجة المواد اللاصقة تحت ضغط ثابت لفترة محددة لضمان الاستقرار الهيكلي]. دور الدليل: متطلبات العملية؛ نوع المصدر: معيار التصنيع. يدعم: متطلبات الوقت لتحقيق الاستقرار الرأسي في الألواح الرقائقية. ملاحظة نطاق: قد تختلف أوقات المعالجة بناءً على الرطوبة المحيطة]. ↩
[ملف PDF] التواء الورق المقوى المموج - الأسباب والحلول - TAPPI.org، https://imisrise.tappi.org/download.aspx?key=92APR097. [تشرح المراجع الهندسية المتعلقة بتصنيع الورق المقوى المموج كيف أن إضافة طبقة خلفية ثانية تُوازن شد الطبقة المطبوعة على الوجه لمنع التقوس]. دور الدليل: حل تقني؛ نوع المصدر: كتاب هندسي. يدعم: طريقة موازنة شد اللوحة. ملاحظة النطاق: يُستخدم عادةً في تطبيقات التغليف الليثوغرافي المتطورة]. ↩



