
توقف عن التخمين بشأن مكان عرض منتجاتك في صالة العرض. فالخط الاستراتيجي الذي يفصل بين نقاط الدفع وممرات المستودعات الضخمة يحدد بشكل كامل بقاءك الهيكلي.
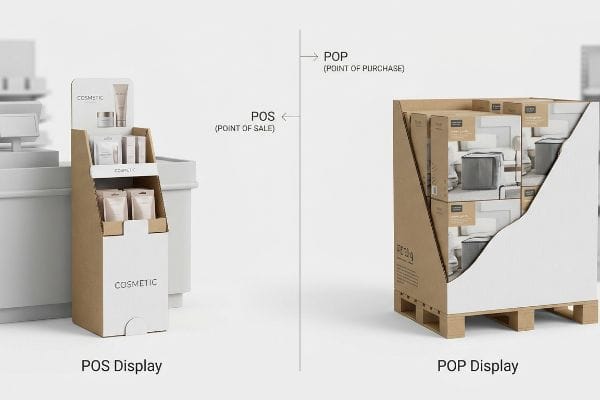
يعتمد اختيار شاشات العرض بين نقاط البيع (POS) ونقاط الشراء (POP) على مساحة المتجر المتاحة واستراتيجية البيع الاندفاعي. تجذب وحدات نقاط البيع (POS) حركة العملاء عند صناديق الدفع، بينما تهيمن شاشات نقاط الشراء (POP) على ممرات المتجر. ويحدد الاختيار الأمثل حجم العبوة النهائي، ومتطلبات متانة المواد، والعائد الإجمالي للحملة.
إن فهم هذا التباين في عمليات البيع ليس مجرد تمرين تسويقي. ففي مصنعي، يؤدي التعامل مع هاتين المنطقتين التجاريتين المتميزتين بشكل متبادل إلى تضارب كارثي في المساحات وهدر هائل في سلسلة التوريد.
ما الفرق بين شاشة نقاط البيع وشاشة نقاط البيع؟
يتطلب تصميم مساحات البيع بالتجزئة انضباطًا مكانيًا دقيقًا. إن التمييز بين ممر الدفع وممر التسوق الرئيسي يغير بشكل جذري طريقة تصميمي للكرتون.
يُحدد الفرق بين شاشات نقاط البيع وشاشات نقاط البيع الرئيسية تصميم المساحة بدقة. فشاشات نقاط البيع الرئيسية مُصممة وفقًا لمعايير قانون الأمريكيين ذوي الإعاقة (ADA) فيما يتعلق بمدى الوصول الأمامي، بينما تُثبّت وحدات نقاط البيع الرئيسية على قواعد خشبية قياسية وفقًا لمعايير جمعية مصنعي البقالة (GMA). إن تجاهل هذه القيود الهيكلية سيؤدي حتمًا إلى رفضها من قِبل متاجر التجزئة الكبرى.

غالباً ما تتعارض رغبة العلامة التجارية في الهيمنة البصرية مع معايير البيع بالتجزئة الصارمة. ويتطلب سد هذه الفجوة ترجمة الرغبات التسويقية النظرية إلى بصمات ميكانيكية لا تقبل المساومة.
القيود المكانية لقانون الأمريكيين ذوي الإعاقة مقابل قانون إدارة الموارد البشرية
كثيراً ما تروج شركات التجارة لتصميم هيكلي قابل للتطوير، حيث يمكن ببساطة تقليص مساحة أرضية ضخمة بنسبة 50% لتصبح وحدة محاسبة. هذا التبسيط المفرط والخطير يتجاهل تماماً القواعد القانونية واللوجستية الصارمة التي تحكم وجود منطقتين ماديتين منفصلتين تماماً في بيئات متاجر التجزئة الكبيرة في أمريكا الشمالية. لا يمكن تطبيق نفس الحسابات المكانية على متجر كبير مُعبأ على منصات نقالة، وعلى رفوف صيدلية مزدحمة عند صناديق الدفع.
في منشأتي، أفصل بشكل دائم مسارات التصميم الهندسي بمساعدة الحاسوب (CAD) لهذين النوعين من الشاشات لتجنب أي مشاكل في المساحة. ترتبط ملفات POP الهيكلية ارتباطًا وثيقًا بمحيط منصة التحميل الخشبية القياسي 48×40 بوصة (121.9×101.6 سم) لضمان أقصى قدرة تحمل للأحمال الديناميكية أثناء النقل داخل المستودع. في المقابل، ترتبط ملفات POS رياضيًا بنافذة الوصول الأمامي من 15 إلى 48 بوصة (38.1 إلى 121.9 سم) لضمان سهولة الوصول القانونية عند نقطة البيع. إذا طلب العميل تصميمًا عالميًا قابلًا للتقليص ليناسب المساحة، أقوم بإعادة تصميم هندسة تحمل الأحمال بالكامل، مما يمنع عمليات رد المبالغ الكبيرة من مديري المتاجر الذين يرفضون بشدة الوحدات غير المطابقة عند التحميل.
| المقياس المكاني | التقاطع العام | الفصل الهندسي |
|---|---|---|
| محيط التحميل | التحجيم التعسفي | منصة نقالة صارمة مقاس 48 × 40 بوصة5 |
| حد التسجيل | التقدير البصري | نافذة يصل مداها من 15 إلى 48 بوصة6 |
| احتكاك الرصيف | معدل رفض مرتفع | موافقة المدير السلسة |
من خلال تقسيم مسارات الهندسة، أضمن أن أصولك ستنجو بالفعل من عمليات البيع بالتجزئة.
🛠️ مكتب هارفي: هل تُخالف صواني الدفع الخاصة بكم قواعد المساحة المُعتمدة في المتاجر الكبرى حتى قبل مغادرتها المصنع؟ 👉 احصل على تدقيق امتثال مجاني من Reach ↗ — أقوم بمراجعة كل ملف هيكلي شخصيًا خلال 24 ساعة.
ما هي عيوب العروض الترويجية؟
يُؤدي التواجد القوي في قطاع التجزئة إلى مخاطر لوجستية كبيرة. فعندما تسيطر على رفوف المتاجر، تُعرّض علامتك التجارية لضغوط هائلة.
تتمثل عيوب شاشات العرض في نقاط البيع في ضعفها الشديد وهشاشتها، بالإضافة إلى مخاطر الانضغاط. فالهياكل الكرتونية الكبيرة المموجة تستهلك بطبيعتها مساحة قيّمة من الممرات. وإذا ما تعرضت الكراتين الرئيسية لبروز طفيف على المنصات أثناء الشحن بالحاويات، فإن المحاذاة الرأسية الحرجة للزوايا تختل، مما يؤدي إلى انبعاج كارثي في الطبقة الأساسية تحت الحمل.

عندما تسعى فرق المشتريات إلى تحقيق أقصى كثافة للوحدات، فإنها تدعو عن غير قصد إلى دخول ثقل قوانين الفيزياء في سلسلة التوريد.
واقع ضغط بروزات المنصات
عند مراجعة تصاميم العملاء، ألاحظ باستمرار فرق المشتريات وهي تُحدد استخدام ألواح كرتون مموجة رخيصة وعادية لبناء وحدات ممرات ضخمة قائمة بذاتها، مُفترضةً أن الحجم الظاهري يُعادل القوة الهيكلية. والأسوأ من ذلك، أنهم يُوسّعون مساحة الكرتون الرئيسي لزيادة كثافة الشحن، متجاهلين تمامًا كيفية توزيع ألواح الكرتون المتينة لقوة القص الرأسية. يستمد صندوق الكرتون المموج ما يصل إلى 60% من مقاومته لاختبار ضغط الصندوق (BCT)من المحاذاة الرأسية المثالية لزواياه الأربع.
هذا ليس مجرد كلام نظري، بل أراه يحدث فعلاً في بيئة الاختبار عندما يتجاوز كرتون العميل حافة سطح الخشب القياسي بمقدار 12.7 ملم فقط. ولأن هذه الزوايا الهيكلية لا تتحمل أي وزن أثناء بروزها، ينتقل وزن المستودع بالكامل، الذي يتركز في الجزء العلوي، إلى الألواح المركزية غير المدعومة. تحت حمل ثابت قدره 680.3 كجم، شاهدت قاعدة كرتونية ذات تصميم عام تنحني للخارج بشكل واضح وتتحطم بشكل كارثي، مما أدى إلى انخفاض مقاومتها الداخلية بنسبة 38.4%دونأي بروز في برنامج التصميم الهيكلي، مما يقلل بشكل مصطنع من أقصى مساحة مسموح بها للكرتون داخل المحيط. من خلال تطبيق هذا التعديل الدقيق للتفاوتات والتحول إلى عبوات مسطحة مموجة عالية الجودة (اختبار سحق الحافة) - والتي توفر بطبيعتها 70 بالمائة من مساحة الحاوية مقارنة بالبلاستيك الصلب المجمع مسبقًا9- أضمن بقاء الزوايا مدعومة بالكامل، مما يمنع أضرار النقل ويوفر على العملاء تكاليف استبدال الشحن الضخمة.
| متغير الشحن | كرتون مموج عام | عبوة مسطحة عالية التوصيل |
|---|---|---|
| محاذاة الزوايا | بروز عرضي | دعم كامل للسطح |
| حجم النقل | مجمعة مسبقًا بكميات كبيرة | تقليص المساحة بنسبة 70% |
| الاحتفاظ بـ BCT | إجهاد المواد السريع | أقصى مقاومة رأسية |
من خلال تثبيت البصمة داخل المحيط، أمنع الجاذبية من سرقة هامش ربحك.
🛠️ مكتب هارفي: هل يؤثر حجم كرتونتك الرئيسية سلبًا على قوة تحملها أثناء الشحن الدولي؟ 👉 اطلب تدقيقًا لكثافة الشحن ↗ — سرية تامة. تصاميمك غير المنشورة في مجال البيع بالتجزئة في أمان تام معي.
هل POS و POP متطابقان؟
إن افتراض أن جميع الهياكل الكرتونية تتبع نفس القواعد هو طريق سريع إلى الانهيار المادي. تتطلب المناطق المختلفة هندسة دفاعية مختلفة تمامًا.
لا. شاشات نقاط البيع وشاشات نقاط البيع الإلكترونية تختلف اختلافًا جوهريًا من الناحية الميكانيكية. فبينما يُسهم كلاهما في تسريع عمليات البيع بالتجزئة التقليدية، تتطلب وحدات نقاط البيع المثبتة على الطاولات إجراءات صارمة للحد من الاحتكاك عند نقطة التحول. في المقابل، تتطلب هياكل أرضيات نقاط البيع الإلكترونية الضخمة حسابات ديناميكية للأحمال لتحمل ظروف التكديس الرأسي الثقيل في المستودعات وبيئات الشحن البحري ذات التكديس المزدوج.

إن تحويل مخطط الأرضية إلى وحدة سطح العمل دون إعادة حساب مركز الثقل هو فخ مادي مكلف.
نسبة استقرار سطح الطاولة 2:3
حتى المصممون المخضرمون غالباً ما يتجاهلون الاحتكاك الفيزيائي الذي يؤثر على أجهزة الدفع. فهم يأخذون تصميم عرض أرضي ناجح، ويقلصون أبعاده، ويفترضون أن صينية العرض الناتجة ستصمد أمام تفاعل المستهلكين المكثف. ينسون أن وحدات العرض الأرضية تعتمد على وزن قاعدتها الثقيل وقوة الجاذبية لتحقيق الثبات،بينما تعرض أجهزة الدفع ذات الحركة الكثيفة الصواني الخفيفة لاصطدامات جانبية مستمرة من المتسوقين المتعجلين.
هذا ليس مجرد كلام نظري، فقد تعلمت هذا الدرس بطريقة قاسية العام الماضي عندما طلبت من كبير مهندسي التغليف، مارك، إجراء اختبار تحمل على صينية تسجيل مصغرة لأحد العملاء، مصممة لزجاجات مستحضرات التجميل. اشترط العميل نسبة عمق إلى ارتفاع 1:1، لأنها بدت متناظرة بصريًا في برنامج التصميم الخاص بهم. بمجرد أن قام مارك بتطبيق قوة قص جانبية مقدارها 1.04 كجم فقط على الحافة العلوية، انكسر الهيكل بأكمله بعنف إلى الخلف، مما أدى إلى انسكاب مستحضرات التجميل الثمينة على أرضية المختبر الخرسانية. انفصل مركز الثقل تمامًا عن قاعدة الصينية. لإصلاح هذا على الفور، أعدنا تشكيل قناة B بالكامل، وعدّلنا خط القطع لفرض نسبة 2:3 صارمة،وقمنا بتمديد قاع وهمي مائل للخارج ليعمل كمرساة ميكانيكية. أنا أبذل الكثير من الوقت والمال في مختبر الاختبار الخاص بي حتى لا تخسروا أنتم أرباحكم في متاجر البيع بالتجزئة. لم يقتصر هذا التعديل الهيكلي العميق على منع خطر الانقلاب فحسب؛ وقد سمح ذلك لفريق التعبئة والتغليف بتحميل الزجاجات أسرع بـ 18 ثانية لكل وحدة، مما أدى إلى خفض معدلات العمالة اللازمة لتلبية طلبات العلامة التجارية بشكل كبير.
| مقياس الاستقرار | التصميم النظري | مرساة مصممة هندسيًا |
|---|---|---|
| الاحتكاك الجانبي12 | إكرامية فورية | ثبات قوي على الأسطح |
| نسبة الأبعاد | التناظر البصري بنسبة 1:1 | نسبة ميكانيكية 2:313 |
| أمن الحمولة | خطر انسكاب مرتفع | لا يوجد أي سقوط للمنتج |
من خلال تثبيت مركز الثقل، أحافظ على مخزونك ذي القيمة العالية بأمان على جهاز تسجيل المدفوعات.
🛠️ مكتب هارفي: هل تصميم عرض منتجاتك الحالي على المنضدة مُعرّض للانقلاب بسبب احتكاك المتسوقين؟ 👉 احصل على حاسبة النسب المجانية ↗ — لا يوجد وسطاء. تتحدث مباشرةً مع مهندسين إنشائيين.
ما الفرق بين PDQ و pop؟
يعتمد التنفيذ السريع في قطاع التجزئة على التصميم المعياري. ويحدد الفرق بين صينية الرفوف الجاهزة والتصميم الهيكلي الكامل سرعة التعبئة والتغليف المشترك.
يكمن الفرق بين عرض المنتجات السريع (PDQ) وعرض نقاط البيع (POP) في الهيكل المغلق. يستخدم عرض المنتجات السريع (PDQ) عادةً حاوية نصف مشقوقة مفتوحة من الأعلى لتسهيل الوصول السريع إلى المنتجات على الرفوف. أما عرض نقاط البيع (POP) الكبير فيستخدم حاوية مشقوقة عادية محكمة الإغلاق بالكامل لزيادة قوة التكديس الرأسي.
إن سرعة وصول المنتج إلى رفوف المتاجر تتطلب إزالة الحواجز الهيكلية، ولكن إزالة المواد تغير بطبيعتها كيفية انتقال الوزن عبر ألياف الورق المتبقية.
ثغرة الضغط RSC مقابل HSC
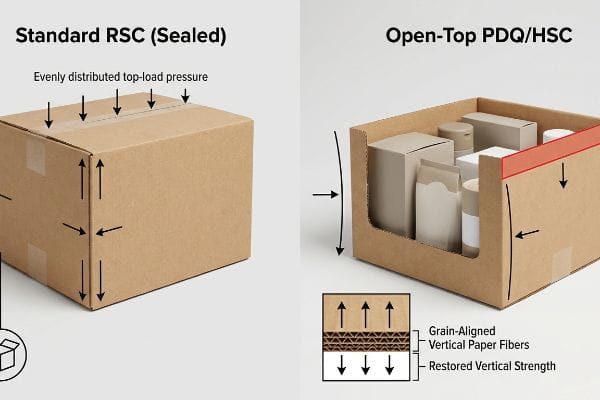
عند تقييم السلع الاستهلاكية سريعة التداول، يُعدّ فهم التحوّل الميكانيكي من صندوق نقل مُحكم الإغلاق إلى حاوية بيع بالتجزئة مفتوحة من الأعلى أمرًا بالغ الأهمية. لا يُمكن ببساطة قطع الأغطية العلوية لصندوق شحن عادي وتوقع أن تتصرف الجدران المتبقية بنفس الطريقة تحت الضغط. الغلاف العلوي المتصل لصندوق قياسي(14) كحزام هيكلي، يُثبّت الزوايا الرأسية في مكانها.
يؤدي إزالة تلك الأغطية العلوية إلى إلغاء الغطاء العلوي المحيط بزاوية 360 درجة، مما يُغير بشكل جذري قدرة الهيكل على توزيع ضغط التحميل العلوي. وبدون غطاء يُثبّت المحيط، تُصبح الحواف المفتوحة عُرضةً للانحناء الداخلي أو الانضغاط تحت ضغط التكديس الثقيل في المستودعات، ما لم يكن المنتج الداخلي نفسه صلبًا تمامًا. بصفتي مهندسًا إنشائيًا، عندما أصمم صندوقًا مفتوحًا من الأعلى لسهولة الوصول إليه في متاجر التجزئة، أحرص على محاذاة ألياف الورق الداخلية بشكل عمودي تمامًا لاستعادة مقاومة الانضغاط المفقودة للحواف. تضمن هذه المحاذاة الاستراتيجية للمواد أن سرعة فتح الصندوق لا تُؤثر على سلامة الشحنة الرئيسية.
| النوع الهيكلي | غطاء علوي | توزيع الأحمال |
|---|---|---|
| معيار RSC | أغطية محكمة الإغلاق بالكامل | حتى قفل الزاوية15 |
| مفتوح من الأعلى PDQ | الحزام العلوي مفقود | ضعف الجدار العالي16 |
| شهادة الثانوية العامة المصممة | جدران محاذية للألياف17 | استعادة القوة العمودية |
من خلال التحكم في نسيج الورق غير المرئي، أقدم ميزة الفتح من الأعلى دون التضحية بمتانة المستودع.
🛠️ مكتب هارفي: هل تفقد صناديق الرفوف المفتوحة لديكم سلامتها الهيكلية قبل حتى أن تُزال من المنصة؟ 👉 اطلبوا تدقيقًا هيكليًا للتصميم ↗ — أقوم بمراجعة كل ملف هيكلي شخصيًا خلال 24 ساعة.
خاتمة
الاعتماد على افتراضات مكانية عامة أو تجاهل قوانين الفيزياء المتعلقة ببروز منصات التحميل يضمن تلف أصولك التسويقية قبل وصولها إلى المستهلك. في الشهر الماضي وحده، ساعدت مراجعتي الهيكلية ثلاث علامات تجارية على تجنب خسائر تزيد عن 10,000 دولار أمريكي في المخزون التالف واسترداد التكاليف من تجار التجزئة. بدلاً من دفع غرامة فشل التحميل العلوي، دعني أُجري شخصيًا مراجعة هيكلية مجانية لملفاتك ↗ لضمان سلامة عملية إطلاق منتجاتك القادمة.
معايير إمكانية الوصول وفقًا لقانون الأمريكيين ذوي الإعاقة (ADA) - Access-Board.gov، https://www.access-board.gov/ada/. [تُحدد إرشادات إمكانية الوصول المعتمدة لقانون الأمريكيين ذوي الإعاقة ومعايير منصات التحميل الصادرة عن جمعية مصنعي البضائع العامة (GMA) متطلبات قانونية ولوجستية متميزة لمناطق نقاط البيع ونقاط الشراء]. دور الدليل: التحقق التنظيمي؛ نوع المصدر: معايير حكومية/صناعية. يدعم: الادعاء بأن مناطق نقاط البيع ونقاط الشراء تخضع لقواعد مختلفة. ملاحظة النطاق: يقتصر على متاجر التجزئة الكبيرة في أمريكا الشمالية. ↩
"ما هي إرشادات GMA لمنصات التحميل في صناعة الأغذية؟"، https://www.kampspallets.com/gma-pallet-guidelines/. [تُظهر بصمات منصات التحميل القياسية لـ GMA وقياسات الوصول الأمامي لذوي الاحتياجات الخاصة عدم توافق المتطلبات المكانية بين مساحة أرضية المتجر ووحدات الدفع]. دور الدليل: مواصفات فنية؛ نوع المصدر: معيار صناعي. يدعم: الادعاء بأن حسابات مساحة أرضية المتجر لا يمكن تطبيقها على مساحة عدادات المتجر. ملاحظة النطاق: ينطبق على بيئات البيع بالتجزئة في أمريكا الشمالية. ↩
"منصة خشبية معالجة حراريًا معتمدة من جمعية مصنعي المواد الغذائية (GMA) - 48 × 40 بوصة H-1260 - ULINE"، https://www.uline.com/Product/Detail/H-1260/Pallets/Heat-Treated-Wood-GMA-Pallet-48-x-40. [تُعرّف معايير الصناعة الصادرة عن جمعية مصنعي المواد الغذائية (GMA) أبعاد منصة التحميل القياسية في أمريكا الشمالية بـ 48 × 40 بوصة]. دور الدليل: مواصفات فنية؛ نوع المصدر: معيار صناعي. يدعم: المتطلبات البُعدية لعروض نقاط البيع الأرضية. ملاحظة النطاق: يتعلق تحديدًا بمعايير الخدمات اللوجستية في أمريكا الشمالية. ↩
معايير قانون الأمريكيين ذوي الإعاقة (ADA) للتصميم المُيسّر، البند الثالث من اللوائح التنظيمية...، https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/. [تُحدد إرشادات قانون الأمريكيين ذوي الإعاقة (ADA) الحد الأقصى والأدنى لنطاق الوصول لمهام الوصول الأمامي المُيسّرة]. دور الدليل: متطلب قانوني؛ نوع المصدر: إرشادات تنظيمية. يدعم: حدود الهندسة المكانية لشاشات نقاط البيع. ملاحظة النطاق: ينطبق على قوانين إمكانية الوصول الفيدرالية الأمريكية. ↩
"أحجام المنصات القياسية | مع مخطط - منصات كامبس"، https://www.kampspallets.com/standard-pallet-sizes-with-chart/. [يؤكد معيار صناعي معتمد من جمعية مصنعي البقالة (GMA) أن حجم المنصة 48×40 بوصة هو المعيار في أمريكا الشمالية]. دور الدليل: مواصفات فنية؛ نوع المصدر: معيار صناعي. يدعم: متطلبات محيط التحميل لعروض البيع بالتجزئة المصممة هندسيًا. ملاحظة النطاق: خاص بالخدمات اللوجستية في أمريكا الشمالية. ↩
[ملف PDF] بيئة العمل والتصميم: دليل مرجعي، https://ehs.oregonstate.edu/sites/ehs.oregonstate.edu/files/pdf/ergo/ergonomicsanddesignreferenceguidewhitepaper.pdf. [تحدد دراسات بيئة العمل وإرشادات إمكانية الوصول وفقًا لقانون الأمريكيين ذوي الإعاقة (ADA) نطاقات الوصول المثلى للمستهلكين عند نقاط البيع]. دور الدليل: الامتثال التنظيمي؛ نوع المصدر: إرشادات إمكانية الوصول. يدعم: القيود المكانية لهندسة شاشات نقاط البيع. ملاحظة النطاق: قد يختلف قليلاً بناءً على ارتفاع منضدة البيع بالتجزئة. ↩
"تقدير قوة الضغط لصناديق الكرتون المموج لـ..."، https://pmc.ncbi.nlm.nih.gov/articles/PMC9864211/. [يؤكد دليل هندسة التغليف أو معيار صناعي النسبة المئوية لقدرة تحمل الأحمال التي يوفرها محاذاة الزوايا في الحاويات المموجة]. دور الدليل: التحقق الفني؛ نوع المصدر: دليل هندسة التغليف. يدعم: الادعاء بأن المحاذاة الرأسية ضرورية للسلامة الهيكلية. ملاحظة: قد تختلف النسبة المئوية بناءً على درجة الكرتون ونوع التموج. ↩
"التنبؤ بتأثير بروز المنصة على ضغط الصندوق..."، https://vtechworks.lib.vt.edu/items/a44b58f5-f8a2-4e60-b709-23a013411d58. [تُحدد أدلة هندسة التغليف كميًا فقدان قوة الضغط الرأسي عندما تبرز الصناديق الكرتونية المموجة عن حواف المنصة، وغالبًا ما تُشير إلى انخفاضات كبيرة في نسبة تحمل الأحمال]. دور الدليل: تحديد الفشل الهيكلي كميًا؛ نوع المصدر: دليل فني. يدعم: تأثير بروز المنصة على قدرة تحمل الأحمال؛ ملاحظة النطاق: تختلف النسب المئوية باختلاف أبعاد الصندوق ونوع التموج. ↩
"موازنة المتانة والتصميم في شاشات العرض الترويجية - براون باكيدجينج"، https://brownpackaging.com/balancing-strength-and-design-in-pop-displays/. [تقارن دراسات الخدمات اللوجستية وسلسلة التوريد كثافة الشحن الحجمي لشاشات العرض الكرتونية المموجة القابلة للفك مقابل البصمة الهوائية الكبيرة للهياكل البلاستيكية الصلبة المجمعة مسبقًا]. دور الدليل: التحقق من كفاءة الشحن؛ نوع المصدر: تقرير صناعي. يدعم: تحسين تكلفة الشحن والمساحة؛ ملاحظة النطاق: تعتمد الوفورات على النسبة المحددة لارتفاع العبوة المسطحة إلى حجمها بعد التجميع. ↩
"ضمان الاستقرار والدعم الهيكلي في شاشات العرض المؤقتة"، https://www.ud-direct.com/blog/tips-and-tricks-to-ensure-stability-and-structure-support-in-temporary-displays. [تُفصّل إرشادات الهندسة الإنشائية لشاشات نقاط البيع كيفية الاستفادة من الكتلة الأساسية ومركز الثقل لمنع الانقلاب في الوحدات القائمة بذاتها]. دور الدليل: التحقق الفني؛ نوع المصدر: دليل هندسي. يدعم: التمييز الميكانيكي بين استقرار شاشات نقاط البيع وشاشات نقاط البيع. ملاحظة النطاق: خاص بشاشات العرض الأرضية غير المربوطة. ↩
"كيفية اختيار ارتفاع عرض منتجاتك في متاجر التجزئة؟"، https://popdisplay.me/how-to-choose-your-retail-display-height/. [تُحدد الإرشادات الفنية لهندسة تغليف منتجات التجزئة نسبًا محددة بين العمق والارتفاع لضمان بقاء مركز الثقل ضمن مساحة القاعدة لمنع الانقلاب]. دور الدليل: المواصفات الفنية؛ نوع المصدر: دليل الهندسة الإنشائية. يدعم: استقرار وحدات نقاط البيع المثبتة على الطاولات. ملاحظة: تختلف الفعالية باختلاف نوع مادة التمويج ووزن الحمولة. ↩
"مجهر القوة الجانبية للفقاعات النانوية البينية - PMC - NIH"، https://pmc.ncbi.nlm.nih.gov/articles/PMC5814448/. [تنص مبادئ الهندسة الميكانيكية على أن معامل الاحتكاك الجانبي بين القاعدة والسطح يحدد الحد الفاصل بين الانزلاق والانقلاب]. دور الدليل: مبدأ فيزيائي؛ نوع المصدر: كتاب هندسي. يدعم: أهمية تماسك السطح لتحقيق الاستقرار. ملاحظة النطاق: الاستقرار الميكانيكي العام للهياكل غير الثابتة. ↩
"عروض الكرتون المموج بالجملة - باكيدجينج هيرو"، https://www.packaginghero.com/corrugated-displays?srsltid=AfmBOoo7EUGNuf2agYZ7DVjZpV_F54OU-b5R55hRDi4ahrcbyNJGufKI. [توصي الإرشادات الصناعية لعروض نقاط البيع المصنوعة من الكرتون المموج بنسبة عرض إلى ارتفاع 2:3 للحفاظ على مركز ثقل ثابت ومنع الانقلاب]. دور الدليل: المواصفات الفنية؛ نوع المصدر: دليل صناعي. يدعم: الاستقرار الهيكلي لوحدات سطح الطاولة. ملاحظة النطاق: خاص بالهياكل الكرتونية خفيفة الوزن. ↩
"صناديق RSC مقابل الصناديق المقطوعة بالقالب: أي نوع من الصناديق هو الأنسب لك؟ - باك فاكتوري"، https://pakfactory.com/blog/what-is-rsc-box-vs-die-cut-boxes/?srsltid=AfmBOoor4850utFdbr2WoOVvRFHfhFGQBBzryVF55XQZZyOruGmdJXKF. [توضح معايير التغليف الفنية كيف أن إغلاق الأغطية العلوية في الصناديق ذات الفتحات العادية (RSC) يزيد من قيمة اختبار ضغط الصندوق (BCT) عن طريق منع انبعاج الزوايا]. دور الدليل: التحقق الفني؛ نوع المصدر: دليل هندسة التغليف. يدعم: الادعاء بأن الأغطية العلوية توفر استقرارًا هيكليًا. ملاحظة النطاق: ينطبق تحديدًا على تصميم الكرتون المموج. ↩
"أنماط الصناديق الأساسية | شركة التغليف الأمريكية"، https://www.packagingcorp.com/resource-hub/beyond-the-box/basic-box-styles/. [تصف أدلة لوجستيات التغليف كيفية توزيع الأحمال الرأسية بشكل أساسي عبر الزوايا بواسطة الأغطية المحكمة الإغلاق في حاوية ذات فتحات منتظمة]. دور الدليل: مواصفات فنية؛ نوع المصدر: دليل لوجستي. يدعم: توزيع الأحمال في حاويات ذات فتحات منتظمة. ملاحظة النطاق: تكوينات حاويات ذات فتحات منتظمة قياسية. ↩
"الدليل الشامل لشاشات العرض PDQ: التعريفات، الأنواع، التصاميم..."، https://www.hedarack.com/blogs-detail/pdq-display. [تُظهر التحليلات الهندسية لشاشات العرض المموجة كيف أن غياب الغطاء العلوي يزيد من احتمالية انبعاج الجدار تحت تأثير الحمل الرأسي]. دور الدليل: المواصفات الفنية؛ نوع المصدر: دليل هندسة التغليف. يدعم: الهشاشة الهيكلية لشاشات العرض PDQ. ملاحظة النطاق: خاص بالتصاميم ذات الغطاء العلوي المفتوح. ↩
"تقدير قوة الضغط لصناديق الكرتون المموج..."، https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. [تشرح معايير علم المواد للكرتون المموج كيف أن محاذاة ألياف التموج عموديًا تزيد من قوة التكديس الرأسي للعبوة]. دور الدليل: مواصفات فنية؛ نوع المصدر: معيار صناعي (مثل TAPPI). يدعم: القوة الرأسية للعبوات عالية القوة. ملاحظة النطاق: ينطبق على العبوات المصممة هندسيًا عالية القوة. ↩



