
تقضي شهورًا في إتقان إطلاق منتج في متاجر التجزئة، لتجد نفسك في النهاية تشاهد عروضًا رخيصة تنهار تحت وطأة وزن المنصات أو تُرفض من قِبل فرق الامتثال في المتاجر الكبرى. لقد حان الوقت للتوقف عن التخمين.
يتطلب إتقان تصميم وإنتاج وشحن شاشات العرض في نقاط البيع مواءمة الهندسة الهيكلية مع معايير البيع بالتجزئة الصارمة، والخدمات اللوجستية الدقيقة، وتفاوتات المواد الديناميكية. فهو يربط بين التصميمات الرسومية المسطحة وواقع البيع بالتجزئة، مما يضمن نقلًا آمنًا دون أي تلف وتجميعًا سلسًا داخل المتاجر في جميع أنحاء العالم.

إن معرفة نظرية الحملة الناجحة أمر، لكن ترجمة هذا المفهوم إلى آلاف الوحدات المادية الخالية من العيوب يتطلب عقلية تصنيع متمرسة.
ما هي بعض الميزات الجاذبة للانتباه التي تجعل الشاشات أكثر فعالية؟
إن جذب انتباه المتسوق المتسرع لا يتعلق بوضع المزيد من الشعارات على العلبة؛ بل يتعلق بتصميم توتر بصري مقصود مباشرة في الهيكل.
تتضمن الميزات اللافتة للنظر تصميمات مقطوعة بدقة عالية، وألوانًا موضعية عالية التباين من نظام مطابقة ألوان بانتون (PMS)، ومناطق عرض ديناميكية للمنتجات. تعمل هذه العناصر الهيكلية على تغيير نمط الرؤية لدى المتسوق، واستبدال الرسومات الباهتة بنقاط تركيز متعددة الأبعاد تجذب المتسوقين من جميع أنحاء المتجر.

لكن تصميم هذه الميزات الجريئة على شاشة رقمية يختلف اختلافًا كبيرًا عن تصنيعها للبقاء في ممرات البيع بالتجزئة المزدحمة.
تطبيق قاعدة المشاركة المكانية 3-3-3
تُصمّم معظم فرق العلامات التجارية رسوماتها خصيصًا للعرض عن قرب على شاشات الكمبيوتر ذات الإضاءة الخلفية. يفترضون أنه إذا بدا الشعار واضحًا من مسافة قدمين في مكتب، فسيحظى تلقائيًا بنفس القدر من الوضوح في متجر ضخم. يتجاهل هذا النهج السطحي تمامًا الواقع المادي لكيفية تنقل البشر في بيئات البيع بالتجزئة المتراميةالأطراف.
ألاحظ باستمرار اعتماد العلامات التجارية على طباعة CMYK القياسية (السماوي، والأرجواني، والأصفر، والأسود) لعناوينها الجريئة واللافتة للنظر. ولكن عند طباعة CMYK القياسية على ورق مقوى مموج خام ومسامي، تتغلغل نقاط التظليل النصفية الصغيرة المتداخلة بشكل غير متساوٍ في ألياف الورق.والنتيجة هي شعار باهت وغير واضح لا يجذب انتباه المتسوقين من مسافة بعيدة. بدلاً من مزج النقاط الضوئية، أعتمد على استخدام لون موضعي غني باستخدام حبر بانتون ممزوج بدقة. بمجرد تمرير إبهامك على طبقة الصبغة الكثيفة والناعمة تمامًا على ورقة الطباعة، ستشعر بالفرق بوضوح. هذا يُزيل التحبب البصري ويجبر العين على التركيز على المنتج، مما يجذب العملاء مباشرةً إلى بضائعك ويرفع معدلات التحويل بشكلملحوظ.
| أخطاء شائعة للمبتدئين | الحل الاحترافي | فوائد أرضية البيع بالتجزئة |
|---|---|---|
| الاعتماد على نقاط التظليل النصفية CMYK القياسية للشعارات الأساسية. | فرض استخدام كثيف لحبر ألوان بانتون الموضعية4. | يُحدث اضطرابًا بصريًا واضحًا على مسافة 30 قدمًا. |
| ملامح رأسية متناظرة ومسطحة. | هندسة أشكال رؤوس القطع المخصصة5. | يكسر الرتابة البصرية في الممر. |
| مصمم للقراءة عن قرب فقط. | تطبيق مناطق التفاعل المكاني 3-3-36. | يجذب حركة المشاة من جميع أنحاء المتجر. |
أرفض السماح لصور باهتة ذات تدرجات لونية غير واضحة بتشويه عملية إطلاق منتجات ضخمة في متاجر التجزئة. إذا لم يلفت عرضك انتباه المتسوقين من مسافة ثلاثين قدمًا، فلن تكون التفاصيل الدقيقة مهمة لأن المتسوق لن يتوقف عن المشي.
🛠️ مكتب هارفي: هل أنت غير متأكد من أن ألوان علامتك التجارية الأساسية ستبدو باهتة على الكرتون المموج الخام؟ 👉 دعني أتحقق من ملف تعريف الألوان الخاص بك ↗ — وصول مباشر إلى مكتبي. أعدك بعدم تلقي أي رسائل تسويقية آلية مزعجة.
كيفية تصميم عرض للمنتج؟
يتطلب إنشاء جهاز عرض منتجات عملي أكثر من مجرد رسم خطوط مسطحة في برامج التصميم الجرافيكي؛ عليك حساب الحجم المادي ومقاومة المواد.
يتطلب تصميم عرض المنتجات دمج سماحية الانحناء الهيكلي، وسماكات المواد المحددة، وقدرات تحمل الوزن الديناميكية في ملفات التصميم بمساعدة الحاسوب (CAD) الأولية. يمنع هذا الأساس الرياضي الأجزاء من التقوس أو التمزق أو عدم التشابك عند طي الكرتون المسطح فعليًا لتشكيل تجهيزات عرض ثلاثية الأبعاد في متاجر البيع بالتجزئة.
يبدو القالب المسطح مثالياً على الشاشة، لكن الورق المقوى يتغير شكله بشكل أساسي بمجرد طيه.
إتقان تعويض الفرجار في خطوط القوالب الهيكلية
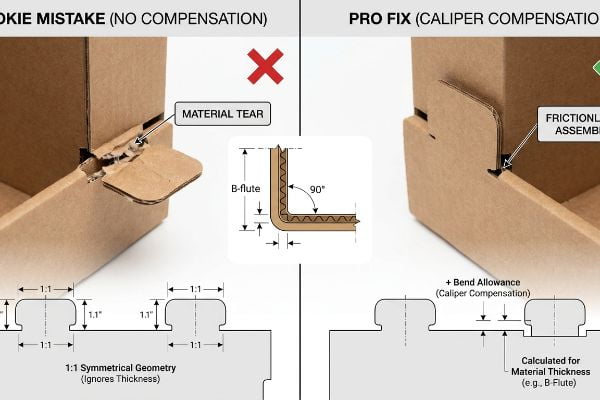
حتى مصممو الرسومات المخضرمون غالبًا ما يصممون ألسنة متشابكة وفتحات قابلة للطي في برامجهم المتجهة بنفس عرض اللوحة المقابلة تمامًا. يفترضون أن لسانًا بعرض 76.2 مم (3 بوصات) يتناسب تلقائيًا مع فتحة بعرض 76.2 مم (3 بوصات). هذا التناظر الهندسي المثالي يعمل بسلاسة تامة في العرض الرقمي، ولكنه يتجاهل تمامًا السماكة الفعلية للمادة المموجة نفسها .
عند طي لوح من الورق المقوى ذي الثنيات من النوع B بسماكة 3 مم (0.11 بوصة) بزاوية 90 درجة، فإن هذا الطي يستهلك جزءًا من المادة. إذا لم تقم بتوسيع فتحة الاستقبال على خط القطع يدويًا لتعويض نصف قطر الانحناء الخارجي، فستصطدم الأجزاء ببعضها بشدة. لقد شاهدتُ بائعي المتاجر وهم يتصببون عرقًا ويلعنون، في محاولة يائسة لإدخال لسان في فتحة ضيقة جدًا. تسمع صوت تمزق الورق المقوى الخام المؤلم عندما تنضغط الثنيات، ويلجأ البائع حتمًا إلى استخدام شريط لاصق شفاف قبيح لتثبيت القطع المكسورة معًا، مما يُسيء إلى صورة علامتك التجارية المتميزة. لحل هذه المشكلة، أُضيف خوارزمية تعويض دقيقة للسمك إلى ملف التصميم بمساعدة الحاسوب (CAD)، حيث تُضاف تلقائيًا بدلات الانحناء بحيث يتم تجميع الصواني المعبأة مسبقًا دون أي احتكاك.
| أخطاء شائعة للمبتدئين | الحل الاحترافي | فوائد أرضية البيع بالتجزئة |
|---|---|---|
| رسم فتحات وعلامات تبويب متناظرة بنسبة 1:1. | إضافة تعويض الفرجار الرياضي10. | يضمن تركيبًا سلسًا في غضون 10 ثوانٍ. |
| مع تجاهل السماكة الفيزيائية للفلوت B11. | توسيع فتحات الاستقبال لتناسب نصف قطر الانحناء. | يمنع تمزق الورق المقوى أثناء التركيب. |
| بالاعتماد كلياً على الرسومات المتجهة المسطحة. | التحقق من الهندسة الهيكلية في برنامج ArtiosCAD12. | يمنع ذلك الموظفين من استخدام الشريط اللاصق القبيح. |
أذكّر عملائي دائمًا بأن للكرتون المموج ذاكرةً وحجمًا ماديين. إذا لم يراعِ تصميم القالب سُمك ألياف الورق، فسيتنافس المنتج مع البائع وسيخسر في النهاية.
🛠️ مكتب هارفي: هل ألسنة التثبيت المتشابكة لديكم مصممة سرًا لتتمزق عند طيها في المتجر؟ 👉 اطلبوا تدقيقًا باستخدام الفرجار ↗ — حمّلوا الملف بأمان. صندوق رسائلي مفتوح إذا كانت لديكم أي أسئلة لاحقًا.
ما هو تصميم شاشات العرض في نقاط البيع؟
إن فهم الحدود الأساسية لبيئات البيع بالتجزئة هو السبيل الوحيد لتجنب رفض مخازن المتاجر الكبرى على الفور.
يُعد تصميم شاشات نقاط البيع (POP) هندسة متخصصة لتجهيزات متاجر التجزئة التي تعرض وتسوق السلع الاستهلاكية مباشرةً في الممرات. وهو يوازن بدقة بين التواصل البصري الفعال ومعايير المساحة اللوجستية الصارمة، مما يزيد من كثافة المنتجات ويضمن سهولة وصول المتسوقين إليها بأمان داخل المتاجر.

لكن فهم التعريف النظري للشاشة لن ينقذك إذا قمت بتصميمها لمنطقة المتجر المادية الخاطئة.
التغلب على قيود البيع بالتجزئة في نقاط البيع مقابل نقاط البيع
تُروّج العديد من شركات التجارة لمفهوم قابل للتطوير، يُناسب جميع الاحتياجات، حيث يُمكن ببساطة تقليص مساحة وحدة أرضية كبيرة بنسبة 50% لتُصبح وحدة تسجيل مبيعات على سطح الطاولة. وتتعامل هذه الشركات مع المساحة المادية كلوحة رقمية مرنة. يتجاهل هذا النهج العام القواعد القانونية واللوجستية الصارمة التي تفصل تمامًا بين هاتين المنطقتين التجاريتين المتميزتين في السوقالأمريكية.
لا يمكنك ببساطة تصغير حجم وحدة عرض أرضية ووضعها بالقرب من صندوق الدفع. تُثبّت وحدات العرض الأرضية بدقة وفقًا لحدود منصات التحميل الثقيلة التي تحددها جمعية مصنعي البقالة (GMA) بمقاس 48×40 بوصة (121.9×101.6 سم) لضمان لوجستيات المستودعات وقدرة التحميل الديناميكي. في المقابل، يجب أن تلتزم وحدات نقاط البيع الموضوعة على المنضدة التزامًا تامًا بقانون الأمريكيين ذوي الإعاقة (ADA) فيما يتعلق بمدى الوصول الأمامي من 15 إلى 48 بوصة (38.1-121.9 سم) لضمان سهولة وصول جميع المتسوقين إلى المنتج. عندما يحاول العملاء فرض حلول "التصغير لتناسب المساحة"، رأيت مديري متاجر يرفضون الوحدات غير المطابقة للمواصفات رفضًا قاطعًا، مما يُبقي مخزون العلامة التجارية باهظ الثمن عالقًا في المخزن. أفصل دائمًا بين مسارات التصميم بشكل دائم - إذا كان المنتج سيُعرض على الأرض، فإننا نصممه ليتحمل منصات التحميل الثقيلة؛ وإذا كان سيُوضع على المنضدة، فإننا نصممه ليكون سهل الوصول إليه.
| أخطاء شائعة للمبتدئين | الحل الاحترافي | فوائد أرضية البيع بالتجزئة |
|---|---|---|
| تقليص حجم وحدات الأرضية لتناسب أسطح العمل. | هندسة خطوط أنابيب نقاط البيع ونقاط التواجد المتميزة. | يمنع رفض مدير المتجر. |
| تجاهل حدود الوصول الأمامي القانونية. | التصميم ضمن نطاقات الامتثال الصارمة لقانون الأمريكيين ذوي الإعاقة (ADA)16. | يضمن سهولة الوصول لجميع المتسوقين. |
| يتجاوز المساحة القياسية. | تثبيت القاعدة وفقًا لأبعاد منصة GMA17. | يتحمل ظروف المستودعات اللوجستية الصعبة. |
لا أترك العلامات التجارية تتكهن أبدًا بشأن القيود المكانية لدى تجار التجزئة. من خلال ربط حساباتك الهيكلية بدقة بقواعد الامتثال الفعلية للمتجر، تضمن وصول حملتك التسويقية فعليًا من المخزن إلى صالة العرض.
🛠️ مكتب هارفي: هل تُخالف وحدات سطح مطبخك، سرًا، معايير الوصول لذوي الاحتياجات الخاصة في المتاجر الكبرى؟ 👉 تحقق من مخططك ↗ — لا استمارات تُسبب مكالمات مبيعات لا تنتهي. قيمة حقيقية فقط.
ما هو مثال على التسويق في نقاط البيع؟
إن رؤية تاجر ناجح أثناء العمل توفر الوضوح، لكن تنفيذه بشكل مثالي يتطلب اجتياز الفخاخ التنظيمية الخفية.
من الأمثلة على التسويق في نقاط البيع، منصة عرض نبيذ قائمة بذاتها مصنوعة من الكرتون المموج، موضوعة بشكل استراتيجي في نهاية ممر متجر البقالة. تعمل هذه المنصة المؤقتة على تغيير مسار المتسوق بصريًا، وتعرض كميات كبيرة من البضائع خارج الممر المعتاد، وتستغل الألوان الجريئة لتحفيز عمليات الشراء الاندفاعية ذات هامش الربح العالي قبل الخروج مباشرة.

إن جعل شاشة واحدة تقف بشكل مستقيم في مختبر تصميم مثالي أمر سهل، ولكن إليك الحقيقة القاسية عندما تقوم بشحن 500 منها إلى نظام تجزئة يخضع لرقابة شديدة.
لماذا تفشل أعماق الصواني العامة في أرضية المصنع؟
إنها فخ شائع يقع فيه حتى فرق المشتريات ذات الخبرة: إذ يفترضون أنه طالما أن الصينية المموجة تثبت الزجاجة، فقد انتهى الأمر. يعيدون استخدام قالب صينية قياسي ذي جدران عميقة لنقل زجاجات النبيذ الفاخرة إلى المتجر بأمان. يبدو هذا منطقيًا للغاية لأن الجدران العميقة توفر حماية ممتازة أثناء النقل ضد الانزلاق الحركي .
في منشأتي، ألاحظ بشكل متكرر فشل العلامات التجارية فشلاً ذريعاً خلال اختبارات ما قبل الإنتاج عند استخدامها قوالب قطع عامة ذات جدران عميقة على مشروبات تخضع لرقابة مشددة. يخضع النبيذ الفاخر لقواعد صارمة من مكتب الضرائب والتجارة الفيدرالي للكحول والتبغ (TTB) تنص على ضرورة وضوح ادعاءات الأصناف. عند قياس هذه الحواف العامة، غالباً ما يصل ارتفاعها إلى 82.5 ملم (3.25 بوصة)، مما يحجب فعلياً 40% من الجزء السفلي للزجاجة حيث توجد عبارة "75% من الأصناف" المهمة. يؤدي هذا التصميم وظيفته من الناحية الهيكلية، ولكنه يخفي فعلياً القيمة القانونية والتسويقية الأساسية عن المستهلك، مما يسبب احتكاكاً كبيراً ويقضي تماماً على هامش ربح المشروع عندما يسحب بائع التجزئة الوحدات غير المطابقة من المتجر. أحل هذه المشكلة باستيراد قالب القطع الدقيق للزجاجة مباشرةً إلى نظام التصميم بمساعدة الحاسوب (CAD) وتصميم انحناء مخصص مقطوع في الحافة الأمامية. من خلال تطبيق انخفاض دقيق بمقدار 46.9 ملم (1.85 بوصة) في منتصف الملصق، أضمن رؤية كاملة وواضحة للملصق مع الحفاظ على ثباته أثناء النقل الجانبي. يمنع هذا التعديل الدقيق أي مطالبات فورية من تجار التجزئة ويضمن إطلاقًا تجاريًا سلسًا وواضحًا للغاية.
| أخطاء شائعة للمبتدئين | الحل الاحترافي | فوائد أرضية البيع بالتجزئة |
|---|---|---|
| باستخدام صواني تثبيت عامة ذات جدران عميقة. | انحناءات الشفة الأمامية المصممة حسب الطلب 20 . | يضمن أقصى قدر من وضوح المنتج. |
| إخفاء بيانات الملصقات الفيدرالية الهامة21. | رسم تخطيطي باستخدام برنامج CAD لتحديد موضع ملصق الزجاجة الفعلي22. | يمنع رفض طلبات الامتثال المكلفة. |
| إعطاء الأولوية لسلامة النقل على التسويق. | تحقيق التوازن بين السلامة الهيكلية وإمكانية الوصول البصري. | يحفز عمليات التحويل النبضية ذات الهامش الربحي العالي. |
أقوم بإزالة الألواح الأمامية المصممة بشكل مبالغ فيه والتي تخفي منتجك. إذا كان العرض يحمي البضائع ولكنه يخفي عرض القيمة الأساسي الخاص بك، فهو ليس أداة تسويقية، بل مجرد صندوق شحن.
🛠️ مكتب هارفي: هل يحجب تصميم الشفة الأمامية الحالي بيانات الملصق الأكثر أهمية لديك عن غير قصد؟ 👉 أرسل لي ملف تصميم القالب ↗ — سأختبر الحسابات بدقة قبل أن تُهدر ميزانيتك على الإنتاج الضخم.
خاتمة
يمكنك اختيار مورد عام، ولكن عندما يُخفي تصميمٌ مُبالغ فيه بياناتك التنظيمية الإلزامية، سيؤدي ذلك إلى رفض فوري من قِبل تجار التجزئة، مما يُبدد هامش ربح حملتك بالكامل. هذه هي ورقة المواصفات الدقيقة التي يستخدمها أفضل 10 عملاء تجزئة لديّ لضمان عدم رفض أي طباعة. توقف عن التخمين بشأن الأبعاد الهيكلية، ودعني أُجري شخصيًا تدقيقًا مجانيًا لتصميمك الفني من خلال خدمة تدقيق القوالب ↗ لاكتشاف أخطاء الوضوح الجسيمة قبل بدء الإنتاج بكميات كبيرة.
[ملف PDF] تأثير تصميم شريط التنقل على المعالجة البصرية للمستهلك، https://digitalcommons.kennesaw.edu/cgi/viewcontent.cgi?article=1773&context=ama_proceedings. شرح موجز لكيفية توثيق علم النفس البيئي وأبحاث تصميم متاجر التجزئة لسلوكيات المسح البصري والتنقل في المتاجر الكبيرة. دور الدليل: التحقق المفاهيمي؛ نوع المصدر: دراسة أكاديمية أو ورقة عمل من قطاع التجزئة. يدعم: التأكيد على أن التصميم الذي يركز على الشاشة يتجاهل حقائق التنقل المكاني. ملاحظة النطاق: ينطبق تحديدًا على متاجر التجزئة ذات المساحات الكبيرة. ↩
[PDF] 1. زيادة حجم النقاط هي زيادة في أحجام نقاط الطباعة النصفية مع امتصاص الحبر في...، https://www.coloradomesa.edu/art/documents/student-resources/study-guide-2019.pdf. شرح تقني لخصائص امتصاص الحبر وزيادة حجم النقاط في الطباعة النصفية على ركائز مموجة غير مطلية. دور الدليل: التحقق التقني؛ نوع المصدر: دليل صناعة الطباعة أو دراسة في علم المواد. يدعم: الادعاء بأن نظام CMYK يؤدي إلى رسومات باهتة على ورق الاختبار الخام. ملاحظة النطاق: ينطبق على الورق المموج غير المطلي. ↩
"العلاقة بين ضغط الوقت وسلوك المستهلكين الاندفاعي..."، https://pmc.ncbi.nlm.nih.gov/articles/PMC10750050/. دليل تجريبي يربط بين التباين البصري واستخدام الألوان عالية التشبع في عروض نقاط البيع وزيادة تفاعل المتسوقين ومعدلات التحويل. دور الدليل: مقياس أداء؛ نوع المصدر: علم نفس المستهلك أو أبحاث التسويق في قطاع التجزئة. يدعم: العلاقة بين وضوح اللون الموضعي ونمو المبيعات. ملاحظة: قد تختلف النتائج باختلاف فئة المنتج. ↩
"نظام بانتون للألوان مقابل نظام ألوان CMYK للتغليف: أيهما أفضل؟ - حلول باكس"، https://pax.solutions/corrugated-packaging/pms-vs-cmyk-for-packaging/. شرح فني يوضح سبب تفوق الألوان الموضعية من حيث التشبع ووضوح الحواف مقارنةً بنظام CMYK للألوان النصفية، مما يُحسّن الرؤية من مسافات بعيدة. المصدر: المواصفات الفنية؛ نوع المصدر: دليل صناعة الطباعة. يدعم: الادعاء بأن الألوان الموضعية تُحدث تشويشًا بصريًا. ملاحظة: ينطبق تحديدًا على الطباعة كبيرة الحجم. ↩
"تقييم انتباه المستهلك وإثارته باستخدام تتبع حركة العين..."، https://pmc.ncbi.nlm.nih.gov/articles/PMC8380820/. تحليل لكيفية زيادة البروز البصري في البيئات المتكررة من خلال كسر الأنماط المتناظرة باستخدام أشكال مخصصة. دور الدليل: مبدأ التصميم المعرفي؛ نوع المصدر: دراسة في علم النفس البيئي. يدعم: الادعاء بأن الأشكال المقطوعة تكسر الرتابة البصرية. ملاحظة: تعتمد الفعالية على التباين مع الرفوف المحيطة. ↩
"أهمية قاعدة الثلاثة في تصميمات متاجركم المخصصة"، https://mcintyredisplays.com/blog/custom-store-displays/. التحقق من صحة قاعدة 3-3-3 المكانية كاستراتيجية معترف بها لجذب انتباه المستهلكين على مسافات متفاوتة. دور الدليل: منهجية مهنية؛ نوع المصدر: دليل عرض مرئي. يدعم: استخدام تقسيم المناطق المتدرجة لجذب حركة المشاة. ملاحظة النطاق: شائع في بيئات البيع بالتجزئة ذات الحركة المرورية العالية. ↩
"تفاوتات RSC لآلات تجميع وتعبئة الصناديق - AICC Now"، https://now.aiccbox.org/rsc-tolerances-for-case-erectors-and-packers/. وثائق فنية حول هندسة التغليف تشرح سبب ضرورة وجود تفاوتات محددة في أبعاد ألسنة وفتحات المواد لضمان التوافق الوظيفي. دور الدليل: التحقق الفني؛ نوع المصدر: دليل هندسي. يدعم: ضرورة مراعاة سُمك المادة في التصميم الهيكلي. ملاحظة النطاق: ينطبق على مواد الكرتون المموج والكرتون السميك. ↩
"الكرتون المموج وأنواع المواد - استراتيجيات التغليف"، https://www.packagingstrategies.com/articles/96269-corrugated-board-and-material-grades. التحقق من سُمك الكرتون المموج القياسي من النوع B للتأكد من مطابقته لمعايير الصناعة. دور الدليل: المواصفات الفنية؛ نوع المصدر: ورقة بيانات المواد. يدعم: بيانات أبعاد المواد الأولية. ملاحظة: قد تختلف السماكات قليلاً باختلاف الشركة المصنعة. ↩
"التحليل التحليلي لتحديد صلابة الانحناء لخمس طبقات..."، https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. شرح فني لكيفية منع سماحية الانحناء لإجهاد المواد وفشل التجميع في التغليف المموج. دور الدليل: مبدأ هيكلي؛ نوع المصدر: كتاب هندسة التغليف. يدعم: ضرورة تعويض خط القطع. ملاحظة النطاق: ينطبق على التصميم الهيكلي القائم على الطي. ↩
"تصميم التغليف الهيكلي: العناصر والعملية الأساسية"، https://www.arkay.com/resources/structural-packaging-design. تشرح أدلة هندسة التغليف الموثوقة كيفية مراعاة سُمك المادة (الفرجار) لتجنب مشاكل التركيب. دور الدليل: معيار فني؛ نوع المصدر: دليل هندسي. يدعم: ضرورة تعويض الفرجار للتجميع. ملاحظة النطاق: ينطبق على المواد المموجة. ↩
[ملف PDF] مواصفات الورق المقوى المموج - الأرشيف الوطني، https://www.archives.gov/files/preservation/storage/pdf/corrugated-board.pdf. تحدد معايير الصناعة للورق المقوى المموج السماكة المحددة وشكل التموج لمادة B-flute. دور الدليل: المواصفات الفنية؛ نوع المصدر: ورقة بيانات المواد. يدعم: الخصائص الفيزيائية لـ B-flute. ملاحظة: قد تختلف القياسات القياسية قليلاً حسب الشركة المصنعة. ↩
"برنامج تصميم العبوات (الهيكل) - منتديات نقاش Core77"، https://boards.core77.com/t/package-design-software-structure/17140. توضح وثائق ArtiosCAD قدرتها على الطي ثلاثي الأبعاد والتحقق الهيكلي من خطوط القطع لضمان الملاءمة الفيزيائية. دور الدليل: قدرات البرنامج؛ نوع المصدر: وثائق فنية. يدعم: استخدام التصميم بمساعدة الحاسوب للتحقق الهيكلي. ملاحظة النطاق: خاص ببرامج تصميم العبوات. ↩
معايير إمكانية الوصول لذوي الإعاقة (ADA) - Access-Board.gov، https://www.access-board.gov/ada/. التحقق من معايير ومتطلبات قطاع التجزئة الأمريكي، مثل معايير إمكانية الوصول لذوي الإعاقة (ADA) وقوانين السلامة من الحرائق، التي تُميّز بين أماكن عرض المنتجات في الممرات (POP) وأماكن الدفع (POS). دور الدليل: التحقق الفني؛ نوع المصدر: لائحة/دليل قانوني خاص بالقطاع. يدعم: الادعاء بأن قواعد منفصلة تحكم مناطق التجزئة المختلفة. ملاحظة النطاق: يركز على لوائح السوق الأمريكية. ↩
منصات GMA "48×40" | أكبر مصنّع ومورّد للمنصات، https://www.palletone.com/products/gma-pallets/. التحقق من أبعاد منصات GMA القياسية المستخدمة في الخدمات اللوجستية لتجارة التجزئة في أمريكا الشمالية. دور الدليل: المواصفات الفنية؛ نوع المصدر: معيار صناعي. يدعم: قيود المساحة اللوجستية لعرض المنتجات على الأرضيات. ملاحظة النطاق: سوق أمريكا الشمالية بشكل أساسي. ↩
معايير قانون الأمريكيين ذوي الإعاقة للتصميم المُيسّر، الباب الثالث، اللائحة 28 من قانون اللوائح الفيدرالية...، https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/. تأكيد متطلبات قانون الأمريكيين ذوي الإعاقة التنظيمية لنطاقات الوصول الأمامي لضمان سهولة الوصول للأفراد ذوي الإعاقة. دور الدليل: متطلب تنظيمي قانوني؛ نوع المصدر: لائحة حكومية. يدعم: القيود المريحة لوحدة نقاط البيع. ملاحظة النطاق: القانون الفيدرالي الأمريكي. ↩
"الفصل 3: الأجسام البارزة"، https://www.access-board.gov/ada/guides/chapter-3-protruding-objects/. المعايير الفنية الصادرة عن قانون الأمريكيين ذوي الإعاقة (ADA) بشأن أقصى ارتفاع للوصول وحدود البروز لتجهيزات المتاجر لضمان سهولة الوصول. دور الدليل: مواصفات قانونية؛ نوع المصدر: لائحة حكومية. يدعم: متطلبات سهولة الوصول إلى العرض. ملاحظة النطاق: خاص بالقانون الفيدرالي الأمريكي. ↩
"أحجام المنصات القياسية - 48×40 GMA و6 أبعاد شائعة أخرى"، https://www.wearewarp.com/standard-pallet-sizes. مواصفات صناعية لأبعاد المنصات القياسية المستخدمة في الخدمات اللوجستية في أمريكا الشمالية لضمان التوافق مع معدات المستودعات. دور الدليل: معيار فني؛ نوع المصدر: رابطة صناعية. يدعم: استقرار الخدمات اللوجستية والتوافق مع المستودعات. ملاحظة النطاق: ينطبق بشكل أساسي على أسواق أمريكا الشمالية. ↩
"تقدير قوة الضغط لصناديق الكرتون المموج..."، https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. شرح فني لكيفية تقليل عمق الجدار في عبوات الكرتون المموج لحركة المنتج أثناء النقل. دور الدليل: التحقق الفني؛ نوع المصدر: دليل هندسة التغليف. يدعم: فعالية الصواني ذات الجدران العميقة للنقل. ملاحظة النطاق: التركيز على ثبات العناصر الثقيلة. ↩
"وضع العلامات على النبيذ | مكتب الضرائب والتجارة للكحول والتبغ (TTB)"، https://www.ttb.gov/regulated-commodities/beverage-alcohol/wine/labeling. التحقق من لوائح مكتب الضرائب والتجارة للكحول والتبغ (TTB) المتعلقة بظهور ومكان ذكر أنواع النبيذ على ملصقاته. دور الدليل: التحقق التنظيمي؛ نوع المصدر: قانون حكومي. يدعم: الادعاء بأن القواعد الفيدرالية تحدد مدى وضوح العلامات على الملصقات. ملاحظة النطاق: خاص بالقانون الفيدرالي الأمريكي. ↩
"رؤى نقاط البيع: تأثير نقاط البيع بالتجزئة..."، https://www.bcipkg.com/point-of-purchase-insights-the-impact-of-retail-pop-displays-on-consumer-behavior/. شرح موجز لكيفية تحسين الأشكال الهندسية المحددة في صواني نقاط البيع لرؤية المنتج للمستهلكين. دور الدليل: مبدأ التصميم؛ نوع المصدر: دليل الترويج. يدعم: ميزة أعماق الصواني المخصصة مقارنةً بالصواني العامة. ملاحظة النطاق: ينطبق على صواني أرفف متاجر التجزئة. ↩
"اللوائح بموجب المادة 4 من قانون التغليف والملصقات العادلة"، https://www.ftc.gov/legal-library/browse/rules/fair-packaging-labeling-act-regulations-under-section-4-fair-packaging-labeling-act. شرح موجز لكيفية إلزام اللوائح الفيدرالية بعرض بيانات الملصقات الإلزامية على شاشات البيع بالتجزئة. دور الدليل: متطلب قانوني؛ نوع المصدر: جهة تنظيمية. يدعم: خطر رفض الامتثال. ملاحظة النطاق: يركز على معايير إدارة الغذاء والدواء الأمريكية ولجنة التجارة الفيدرالية الخاصة بملصقات المستهلك. ↩
دليل "الامتثال لمعايير التعبئة والتغليف في قطاع التجزئة لعام 2026"، https://www.warehousequote.com/resources/retail-compliance-labeling-packaging-guide. شرح موجز لكيفية استخدام التصميم بمساعدة الحاسوب (CAD) للتحقق من المساحات الفارغة اللازمة لوضع الملصقات الإلزامية. دور الدليل: التحقق من صحة العملية؛ نوع المصدر: دليل فني صناعي. يدعم: فعالية التصميم بمساعدة الحاسوب في منع أخطاء الامتثال. ملاحظة النطاق: خاص بتغليف الزجاجات والحاويات. ↩



