غالباً ما يبدو تخصيص عبوات المنتجات في متاجر البيع بالتجزئة بمثابة مقامرة بين جمالية العلامة التجارية وقوة الهيكل. فعندما تتجاهل قوانين تصميم العبوات، سرعان ما تتحول رؤيتك الإبداعية إلى كابوس لوجستي في أرض الواقع.
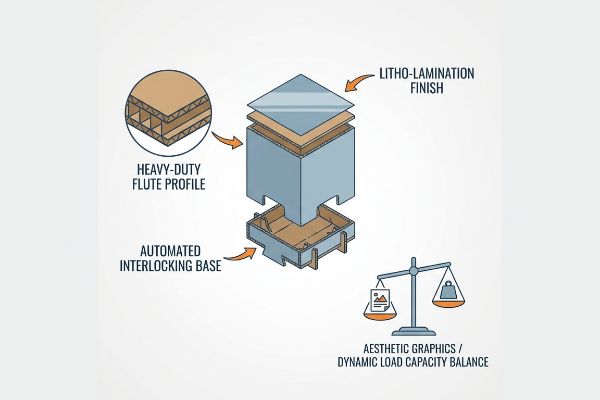
تشمل الخيارات المخصصة لشاشات العرض المؤقتة في نقاط البيع تعديلات هيكلية مثل استخدام قطاعات مموجة شديدة التحمل، وقواعد متشابكة آلية، وتشطيبات طباعة حجرية دقيقة. وتنص المعايير الصناعية العالمية على ضرورة أن توازن كل وحدة عرض مخصصة بين المتطلبات الجمالية للرسومات وقدرات التحميل الديناميكية الصارمة لضمان تحملها أثناء النقل عبر سلسلة التوريد الدولية.

إن تحويل مفهوم بصري إلى وحدة ثلاثية الأبعاد مادية يتطلب أكثر من مجرد اختيار ألوان بانتون. إنه يتطلب حسابًا دقيقًا لكثافة الشحن، وقيود مساحة البيع بالتجزئة، والتكلفة الإجمالية للملكية.
ما هي الأنواع المختلفة لشاشات العرض في نقاط البيع؟
يتطلب التنقل في صالة البيع بالتجزئة تخطيطًا مكانيًا استراتيجيًا لأن وضع الوحدة الخاطئة في المنطقة الخاطئة يضمن رفضًا فوريًا من قبل مديري المتاجر الكبيرة.
تُصنّف أنواع شاشات العرض في نقاط البيع بشكل أساسي حسب موقعها في متاجر البيع بالتجزئة، وتشمل منصات عرض ضخمة، ووحدات عرض أرضية قائمة بذاتها، وصواني عرض صغيرة تُوضع على الطاولات. وتخضع أحجامها وسلامتها الهيكلية لقيود مكانية إقليمية محددة ومعايير السلامة التجارية في مختلف بيئات البيع بالتجزئة العالمية.
إن تصنيف هذه الوحدات ليس مجرد تمرين تسويقي؛ بل إنه يغير بشكل جذري الحسابات اللوجستية والمسؤولية الهيكلية لحملتك بأكملها.
القيود المكانية لقانون الأمريكيين ذوي الإعاقة مقابل قانون إدارة الموارد البشرية
عند مراجعة طلبات العملاء، ألاحظ باستمرار أن العلامات التجارية تروج لتصميم "قابل للتطوير" حيث تفترض إمكانية تصغير عرض أرضي ضخم بنسبة 50% ليُستخدم كوحدة عرض على طاولة الدفع. ويعتقدون خطأً أن الكرتون المموج العادي يتصرف بنفس الطريقة عبر مختلف الأحجام . تتجاهل هذه النظرية المكتبية تمامًا الواقع المادي والقانوني القاسي الذي يفصل ممر المستودع عن منطقة الدفع، مما يؤدي إلى وحدات غير متوازنة تنحني تحت ضغط البيع بالتجزئة أو تنتهك سياسات السلامة في المتجر بشكل صريح .
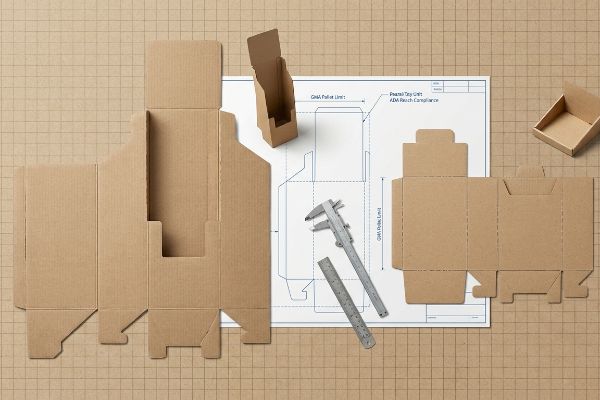
هذا ليس مجرد كلام نظري، بل أراه يحدث في أرض الاختبار عندما تتجاهل قائمة المواد المبسطة في برنامج إكسل خصائص المواد الفيزيائية. حاول أحد العملاء فرض قالب هيكلي واحد على جميع الصيغ لتوفير تكاليف الأدوات الأولية. خلال عمليات التدقيق قبل الإنتاج، سجل جهاز اختبار مولين انخفاضًا بنسبة 3.2% في قوة الخضوع عندما ضغطنا هندسة الشفرات الثقيلة من النوع B في مساحة أصغر. يكمن السبب الحقيقي في الواقع المكاني: يجب تثبيت وحدات الأرضية على حد منصة التحميل GMA 48×40 بوصة (1219×1016 مم) لتحمل الأحمال العلوية الديناميكية، بينما تخضع وحدات نقاط البيع (POS) لنطاق وصول أمامي صارم يتراوح بين 15 و48 بوصة (381-1219 مم ) . من خلال الفصل المادي بين مسارات هندسة التصميم بمساعدة الحاسوب (CAD) وتعديل الطيات الهيكلية بمقدار 2.79 مم، أثبتت طاولة كونغسبيرغ CNC قدرتنا على تحقيق دقة أبعاد مثالية. وبفضل هذا الفصل الهندسي الدقيق، أضمن انخفاض وقت التجميع بمقدار 28 ثانية لكل وحدة، مما يوفر على العملاء تكاليف عمالة كبيرة ويقضي تمامًا على مخاطر استرداد التكاليف الباهظة من قِبل تجار التجزئة.
| المقياس/الميزة | النهج العام | الواقع المُهندس |
|---|---|---|
| الحد المكاني | تم تصغيرها عشوائياً | متوافق مع معايير ADA و GMA5 |
| المرساة الهيكلية | خطوط القطع القياسية | خطوط أنابيب CAD منفصلة |
| تأثير الشحن | سفن مجمعة | معبأة بشكل مسطح بسعر أقل بنسبة 70%6 |
أرفض السماح لميزانية تسويقية عشوائية بتحديد معايير السلامة في متاجر البيع بالتجزئة. إن فصل خطوط أنابيب الأرضيات عن خطوط أنابيب الطاولات يضمن سلامة بضائعك سواءً أثناء نقلها في حاوية الشحن أو حتى أثناء استخدامها من قبل مدير المتجر.
🛠️ مكتب هارفي: هل تُخالف وحدات العرض المصغّرة لديكم قوانين الوصول الأمامي في متاجر التجزئة سرًا، وتُعرّضكم لخطر الرفض الفوري من قِبل المتاجر؟ 👉 اطلبوا تحليلًا مجانيًا لخط الرؤية ↗ — أقوم بمراجعة كل ملف هيكلي شخصيًا خلال 24 ساعة.
كيفية صنع عرض ترويجي؟
إن تحويل الرسم المسطح إلى هيكل ثلاثي الأبعاد قادر على تحمل الأحمال يتطلب دقة مطلقة، مما يسد الفجوة بين البرامج الرقمية وألياف الورق المادية.
تتضمن صناعة شاشات العرض الترويجية تصميم قالب هيكلي، واختيار نوع الكرتون المموج المناسب، وطباعة الغلاف العلوي الجرافيكي، ثم قص الشكل النهائي. تتطلب عملية التصنيع دقة رياضية عالية لضمان طي الكرتون المقوى بدقة متناهية في آليات متشابكة دون الحاجة إلى أدوات خارجية أو مواد لاصقة.
إن تحويل وحدات البكسل النظرية إلى ورق مقوى مادي هو المكان الذي تنهار فيه المفاهيم غير المختبرة، مما يكشف عن الفرق الصارخ بين الصورة والعبوة الوظيفية.
انهيار واقع تعويض الفرجار
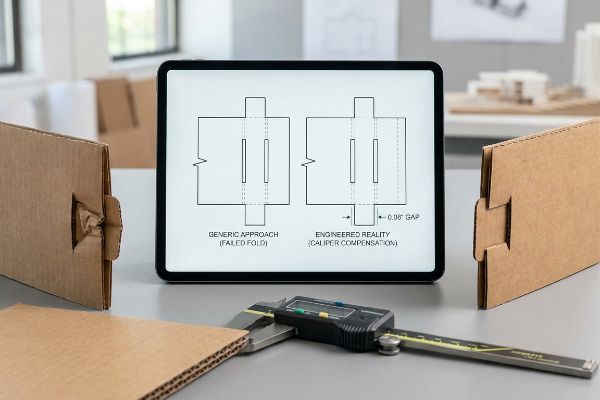
في منشأتي، أرى بشكل روتيني مصممي الجرافيك يقدمون ملفات Adobe Illustrator عادية، ظانين أن خطًا متجهيًا بسيطًا يكفي لرسم طية مثالية بزاوية 90 درجة. يتعاملون مع الكرتون المموج السميك كما لو كان ورقة طباعة عادية. هذا التجاهل التام لسمك المادة يعني أن الفتحات المتشابكة تُرسَم ضيقة جدًا،مما يتسبب في احتكاك هائل وانبعاج القاعدة عندما يحاول عمال التعبئة والتغليف حشر الأجزاء معًا على خط التجميع.
هذا ليس مجرد كلام نظري، بل رأيته يحدث فعلاً في قسم الاختبارات عندما يتجاهل تصميم القالب المسطح في برنامج التصميم بمساعدة الحاسوب (CAD) سُمك الورق المموج تماماً. قدمت إحدى العلامات التجارية الشهيرة للمشروبات تصميماً معقداً متعدد الطبقات، حيث تتطابق الفتحات تماماً مع عرض الألسنة. خلال اختبارات ما قبل الإنتاج الأولية في المصنع، اصطدمنا بالواقع: ثني لوح من الورق المموج من النوع B بسماكة 32ECT بزاوية 90 درجة يستهلك كمية كبيرة من المادة. أصبحت الفتحات ضيقة للغاية على الفور. سجلنا تمزقاً موضعياً عند قوة ضغط 66 كجم (145.5 رطل) لأن ألياف الورق سُحقت بشدة أثناء الإدخال. علمتني خبرتي التي امتدت لعشرين عاماً في هذا المجال ضرورة اللجوء إلى الكيمياء الفيزيائية. قمتُ بترقية التموج الداخلي إلى مزيج من ورق الكرافت الخام لاستعادة مرونة الألياف، وحقنتُ غراءً مائياً متخصصاً للحد من تشوه الرطوبة. ثم قمتُ بتوسيع فتحات الاستقبال يدوياً بمقدار 2.03 مم (0.08 بوصة) بالضبطللتعويض رياضياً عن نصف قطر الطية الخارجي. كان تغيير المادة الملموسة مختلفًا تمامًا، حيث انزلقت الألسنة في مكانها بسلاسة تامة. ومن خلال تطبيق هامش التفاوت البالغ 2.03 مم بالتزامن مع ترقية ورق الكرافت الخام، أضمن انخفاض وقت تجميع التغليف المشترك بمقدار 45 ثانية لكل وحدة، مما يوفر على العملاء آلاف الدولارات من تكاليف العمالة اليدوية غير المتوقعة.
| المقياس/الميزة | النهج العام | الواقع المُهندس |
|---|---|---|
| حساب خط التقسيم | تطابق متجهي 1:1 | تمت إضافة تعويض الفرجار10 |
| ملف تعريف المواد | ألياف معاد تدويرها مستنفدة | حقن كرافت بكر11 |
| سرعة التجميع | مُجبر بالاحتكاك | إدخال بدون احتكاك |
أصمم شاشات العرض بناءً على سُمك اللوحة المطوية بدقة متناهية (بالميكرومتر). تجاهل سماحية الانحناء في شاشة الكمبيوتر سيؤدي إلى خسائر فادحة في خط التعبئة والتغليف.
🛠️ مكتب هارفي: هل تصميم عرض منتجاتك الحالي مُعرّض للتمزق أثناء التعبئة والتغليف بسبب إهمال سُمك المواد؟ 👉 احصل على تدقيق مجاني لهيكل القالب ↗ — سري تمامًا. تصاميمك غير المنشورة في مجال البيع بالتجزئة في أمان تام معي.
من يستطيع تصميم العروض في متجرك؟
إن إسناد المسؤوليات الهيكلية إلى مصمم جرافيكي بحت هو أسرع طريقة لإحداث فشل كارثي في سلسلة التوريد.
يتطلب تصميم شاشات العرض في نقاط البيع مهندسين إنشائيين متخصصين على دراية بتوزيع الأحمال المادية، ودقة الآلات، ومعايير الخدمات اللوجستية. بينما يتولى مصممو الجرافيك مهمة التواصل البصري، يجب على فنيي التغليف المعتمدين التحقق رياضياً من الهندسة الفيزيائية لضمان تحمل وحدة العرض للأحمال العلوية الثقيلة وحركة الشحن الديناميكية.
إن السماح لشخص يفتقر إلى الخبرة في أرضيات المصانع بتحديد هيكل الترويج المادي الخاص بك يمثل مسؤولية مالية ضخمة متنكرة في صورة حرية إبداعية.
مصيدة سحق مصفوفة التجاعيد
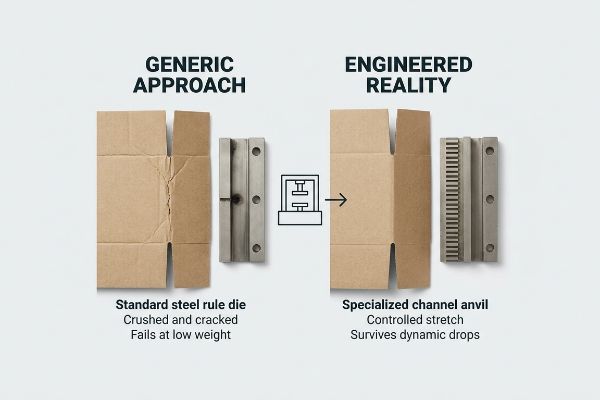
عند تقييمي للمشاريع الداخلية، ألاحظ غالبًا أن العلامات التجارية تسمح لفرق التسويق الخارجية بتحديد التصميم المادي لوحدات عرض منتجاتها في متاجر التجزئة، استنادًا كليًا إلى قوائم مراجعة عامة. تفترض هذه الفرق الخارجية خطأً أن أي مطبعة محلية قادرة على استخدام قالب فولاذي لقص الورق المقوى وإنتاج صينية متينة. يغفلون عن حقيقة أن ضغط الآلة غير المُتحكم به يُدمر الطبقة الداخلية المموجة(12) أثناء عملية القص، مما يُفقد المادة قدرتها على امتصاص الصدمات الحركية قبل حتى أن تغادر المصنع.
هذا ليس مجرد كلام نظري، بل تعلمت هذا الدرس بطريقة قاسية الشهر الماضي عندما تم التعامل مع قائمة تدقيق عامة خاصة بتجار التجزئة على أنها حقيقة هندسية مطلقة. في عام ٢٠٢٣، طلبت من كبير مهندسي التغليف، مارك، تشغيل صينية جديدة من متجر كلوب ستور عبر آلة القطع الدوارة لدينا باستخدام إعدادات الضغط القياسية في الصناعة. كان الصوت لا يُنسى: صوت طقطقة حاد وجاف عندما اصطدمت المسطرة الفولاذية بلوح الورق المقوى الخام ٣٢ECT. انبعجت الأخاديد الداخلية على الفور. وضعناها تحت مكبس اختبار ضغط الصناديق (BCT)١٣ ، وانفصلت الطبقات عند ضغط ٢١٠.٤ رطل (٩٥.٤ كجم) فقط، أي أقل بكثير من المطلوب. تجاهلت قائمة التدقيق العامة تمامًا المقاومة الفيزيائية لألياف الورق الثقيلة الخاصة بنا. ركضت مباشرة إلى الآلة الصاخبة التي تعمل، وأوقفت خط الإنتاج، وقمت بتغيير ضغط القطع بشكل صريح. لقد فرضتُ تركيب قناة طيّ أنثوية متخصصة على لوحة القطعرقم 14 لتكون بمثابة سندان، تتحكم في تمدد الألياف أثناء عملية القطع بدقة تصل إلى 1.01 مم. أستثمر الوقت والمال في مختبري للاختبارات حتى لا تتأثر أرباحك في المتجر. لم يقتصر دور هذه المعايرة الدقيقة للآلة على منع انهيار القاعدة فحسب، بل أغنت أيضًا عن الحاجة إلى حشوات بلاستيكية مقواة ثانوية، مما وفر على العميل تكاليف باهظة للمواد الخام لكل دفعة.
| المقياس/الميزة | النهج العام | الواقع المُهندس |
|---|---|---|
| أدوات التجعيد | مسطرة فولاذية قياسية | سندان قناة المصفوفة15 |
| سلامة الألياف | محطم ومتشقق | تمدد مُتحكم به16 |
| بقاء الحمولة | يفشل عند الوزن المنخفض | يتحمل السقوط الديناميكي17 |
أرفض السماح لوكالة إعلانية ببناء هياكل تحمل الأحمال. الاعتماد على مصفوفة طيات مصممة هندسيًا يمنع حدوث تشققات مجهرية في الألياف ويضمن بقاء صناديقك مربعة تحت وزن المنصات الثقيل.
🛠️ مكتب هارفي: هل تُلحق الشقوق المجهرية في علب الكرتون القابلة للطي ضررًا بصمت بقدرة التحميل العلوي أثناء النقل؟ 👉 احصل على تدقيق مجاني لكثافة الشحن ↗ — لا يوجد وسطاء. تتحدث مباشرةً مع مهندسين إنشائيين.
كم تبلغ تكلفة شاشات العرض في نقاط البيع؟
إن تسعير حملة بيع بالتجزئة بناءً على تكلفة الوحدة فقط هو لعبة خطيرة تؤدي حتماً إلى مواد مجوفة ومخزون محطم.
تتراوح تكلفة شاشات العرض في نقاط البيع بين صناديق الكرتون المموجة المؤقتة ذات التكلفة الاقتصادية للغاية، والتركيبات المعدنية الدائمة باهظة الثمن. ويتحدد السعر النهائي بشكل واضح بناءً على حجم الطلب، ونوعية المواد المستخدمة في البناء، وطريقة الطباعة، والوزن الفعلي، مع العلم أن خيارات الكرتون المموج المسطح تُقلل بشكل كبير من إجمالي نفقات سلسلة التوريد من خلال زيادة كثافة حاويات الشحن.
غالباً ما يخفي سعر الفاتورة المنخفض بشكل مصطنع على الكرتون المموج الرخيص تكلفة كارثية في نهاية المطاف تتمثل في أضرار الشحن وعمليات رد المبالغ المدفوعة من قبل تجار التجزئة.
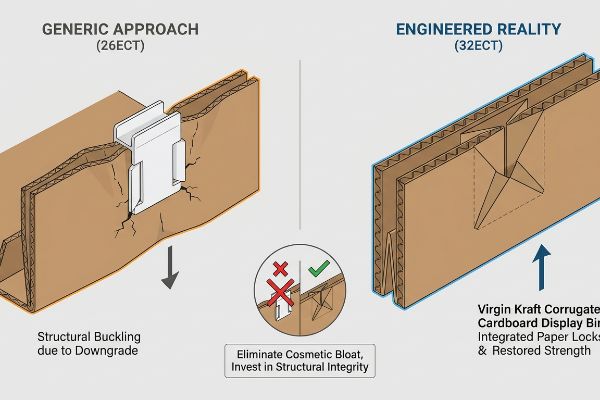
فخ التدهور في علاجات ECT التجميلية
في منشأتي، أرى باستمرار أقسام المشتريات تحاول تعويض التكاليف الباهظة لتغليف الرقائق المعدنية اللامعة عن طريق تخفيض جودة الورق المقوى الأساسي المموج من نوع 32ECT صلب إلى بديل رقيق 26ECT18.يفترضون أن هذا الانخفاض الطفيف في كثافة الورق لن يؤثر على المتانة الإجمالية للوحدة النهائية. هذه الحسابات العشوائية في جداول البيانات تُعرّض سلامة الصندوق للخطر بشكل كامل، مما يضمن تعرض الشاشات المذهلة بصريًا لانبعاج هيكلي كارثي عند تكديسها في حاوية شحن رطبة19.
هذا ليس مجرد كلام نظري، بل أراه يحدث فعلاً في مختبرات الاختبار عندما يُخفّض أحد العملاء، دون تفكير، جودة نظام ECT في طلب عروض الأسعار لتوفير 0.05 دولار فقط للوحدة. طالب أحد العملاء بتخفيض كبير في السعر، لكنه أصرّ على الإبقاء على نظام مشابك بلاستيكية ثقيلة وباهظة الثمن من مادة PET (بولي إيثيلين تيريفثالات) لحاويات النفايات. خلال اختبارات ما قبل الإنتاج، تشوّهت جدران الكرتون الرقيقة فوراً حول البلاستيك الصلب. أظهر جهاز Mullen Tester20 انحناء الجدران للخارج بمقدار 36.57 ملم (1.44 بوصة) تحت حمولة علوية قياسية تبلغ 68 كجم (150 رطلاً). مزّقت المشابك الصلبة الألياف المعاد تدويرها المستنفدة. بمجرد أن سمح لي فريق المشتريات بتعديل قائمة المواد في برنامج Excel، تحمّلت المادة نفسها العبء الأكبر. قمت بقياسات الميكرومتر وأثبتت أنني لست بحاجة إلى مشابك بلاستيكية باهظة الثمن، بل كنت أحتاج فقط إلى دقة طي أدق تبلغ 0.02 بوصة (0.5 مم) وقفل ورقي على طراز الأوريغامي مدمج مباشرة في لوح كرافت بكر 32ECT مُرمم.من خلال التخلص من النفايات البلاستيكية المصممة بشكل مفرط وفرض دقة قفل الورق هذه، تمكنت من الاستغناء تمامًا عن الحاجة إلى أجهزة خارجية، مما قلل من ميزانية المواد الخام وسرّع من سرعة خط التجميع.
| المقياس/الميزة | النهج العام | الواقع المُهندس |
|---|---|---|
| درجة المادة | تم تخفيض درجة 26ECT22 | ورق كرافت بكر 32ECT23 |
| أدوات التجميع | مشابك بلاستيكية باهظة الثمن | أقفال ورقية مصنوعة بتقنية الأوريغامي24 |
| الأثر المالي | خسائر الشحن الخفية | تحقيق أقصى عائد على الاستثمار |
أزيل المكونات التجميلية الزائدة لأستثمر في المتانة الهيكلية الحقيقية. استخدام لوحة دوائر رخيصة ليس خصماً، بل هو طريق مضمون لفشل سلسلة التوريد.
🛠️ مكتب هارفي: هل تقوم فرق المشتريات لديكم سراً بتخفيض درجات ألواح البناء الهيكلية لتمويل عمليات تجميلية زائدة؟ 👉 اطلب حاسبة نسب مجانية ↗ — أقوم بمراجعة كل ملف هيكلي شخصياً خلال 24 ساعة.
خاتمة
يتطلب منع انقلاب منصات العرض الثقيلة ومنع تمزق ألياف الورق المستهلكة على خط التعبئة إتقانًا تامًا لفيزياء التغليف ولوجستيات الشحن. في الشهر الماضي وحده، ساعدت مراجعتي الهيكلية ثلاث علامات تجارية على تجنب خسائر تزيد عن 10,000 دولار أمريكي في المخزون التالف ورسوم استرداد التكاليف لتجار التجزئة. بدلًا من التخمين بشأن ما إذا كانت حملتك التسويقية القادمة ستصمد أمام متاعب النقل، دعني أُجري شخصيًا مراجعة هيكلية مجانية لضمان بقاء مساحة عرض منتجاتك سليمة تمامًا.
"دراسة تأثير الثقوب على تحمل الأحمال..."، https://pmc.ncbi.nlm.nih.gov/articles/PMC11396172/. شرح فني لكيفية تغير نسب قوة المادة إلى وزنها وأداء التموجات عند تغيير حجم التصاميم المموجة. دور الدليل: التحقق الفني؛ نوع المصدر: دليل هندسة المواد. يدعم: الادعاء بأن تغيير الحجم الخطي لا يحافظ على الخصائص الهيكلية. ملاحظة النطاق: ينطبق على درجات الكرتون المموج القياسية. ↩
"AG 1091A: عرض البضائع بالتجزئة في منطقة الواجهة"، https://www.seattle.gov/transportation/permits-and-services/permits/applicant-guides/ag-1091a. توثيق لمعايير السلامة التجارية وسياسات متاجر التجزئة الكبيرة فيما يتعلق بمركز ثقل واستقرار العروض القائمة بذاتها. دور الدليل: التحقق التنظيمي؛ نوع المصدر: دليل امتثال التجزئة. يدعم: الادعاء بأن قيودًا مكانية وهيكلية محددة تخضع لقوانين. ملاحظة النطاق: يختلف باختلاف الولاية القضائية الإقليمية وبائع التجزئة المحدد. ↩
منصات نقالة "48×40" من جمعية مصنعي البقالة (GMA) | أكبر مصنّع ومورّد لمنصات النقل، https://www.palletone.com/products/gma-pallets/. التحقق من الأبعاد القياسية الصناعية لمنصات النقل التابعة لجمعية مصنعي البقالة (GMA) المستخدمة في الخدمات اللوجستية في أمريكا الشمالية. دور الدليل: المواصفات الفنية؛ نوع المصدر: معيار صناعي. يدعم: أبعاد القاعدة الموحدة لوحدات العرض الأرضية. ملاحظة النطاق: ينطبق بشكل أساسي على قطاع التجزئة في أمريكا الشمالية. ↩
معايير قانون الأمريكيين ذوي الإعاقة (ADA) للتصميم المُيسّر، الباب الثالث، اللائحة 28 CFR...، https://www.ada.gov/law-and-regs/design-standards/1991-design-standards/. التحقق من نطاقات الوصول القانونية المطلوبة للتصميم المُيسّر بموجب إرشادات قانون الأمريكيين ذوي الإعاقة (ADA) لواجهات نقاط البيع. دور الدليل: التحقق التنظيمي؛ نوع المصدر: معايير إمكانية الوصول الحكومية. يدعم: قيود الوصول لوحدات نقاط البيع. ملاحظة النطاق: الامتثال لقانون الأمريكيين ذوي الإعاقة (ADA) في الولايات المتحدة. ↩
معايير إمكانية الوصول وفقًا لقانون الأمريكيين ذوي الإعاقة (ADA) - Access-Board.gov، https://www.access-board.gov/ada/. يُعدّ هذا المصدر الموثوق لمعايير البيع بالتجزئة مرجعًا أساسيًا للتحقق من ضرورة تطبيق إرشادات قانون الأمريكيين ذوي الإعاقة (ADA) ورابطة مصنعي البقالة (GMA) فيما يتعلق بالتخطيط المكاني في المتاجر الكبيرة. دور الدليل: التحقق الفني؛ نوع المصدر: إرشادات تنظيمية. يدعم: متطلبات الامتثال المكاني في عروض البيع بالتجزئة. ملاحظة النطاق: ينطبق تحديدًا على بيئات البيع بالتجزئة في المتاجر الكبيرة في الولايات المتحدة. ↩
"خفض تكاليف الشحن باستخدام شاشات العرض في نقاط البيع - براون باكيدجينج"، https://brownpackaging.com/reducing-freight-costs-with-pop-displays/. يمكن لبيانات الخدمات اللوجستية في القطاع أو دراسات حالة التغليف أن تؤكد متوسط الانخفاض في حجم الشحن أو تكلفته عند استخدام الشحن المسطح بدلاً من الوحدات المجمعة مسبقًا. دور الدليل: التحقق الكمي؛ نوع المصدر: تقرير قطاعي. يدعم: الادعاء بانخفاض تأثير الشحن. ملاحظة: قد تختلف النسب المئوية الدقيقة حسب أبعاد شاشة العرض ومادتها. ↩
"تقدير قوة الضغط لصناديق الكرتون المموج..."، https://pmc.ncbi.nlm.nih.gov/articles/PMC8467740/. يشرح دليل هندسة التغليف كيف يؤدي إغفال مراعاة سُمك المادة (الفرجار) إلى فتحات صغيرة جدًا للتجميع، مما يُسبب انهيارًا هيكليًا. دور الدليل: التحقق الفني؛ نوع المصدر: دليل صناعي. يدعم: متطلبات التفاوتات الدقيقة في خطوط القطع المموجة. ملاحظة النطاق: ينطبق تحديدًا على ركائز الكرتون المموج. ↩
"الكرتون الخام مقابل الكرتون المُعاد تدويره - مستودع أبحاث جامعة فيكتوريا"، https://vuir.vu.edu.au/18233/1/ZHAO_1993compressed.pdf. تُفرّق أدبيات علم المواد بين السلامة الهيكلية ومرونة ألياف الكرافت الخام الطويلة مقارنةً بالألياف المُعاد تدويرها الأقصر في الكرتون المموج. دور الدليل: التحقق من صحة المادة؛ نوع المصدر: مواصفات المواد الصناعية. يدعم: الادعاء بأن ألياف الكرافت الخام تُحسّن المرونة وتقاوم التكسر. ملاحظة: تعتمد الفعالية على نسبة المزج المحددة. ↩
"التحليل التحليلي لصلابة الانحناء لخمس طبقات..."، https://pmc.ncbi.nlm.nih.gov/articles/PMC8777652/. توفر المعايير الفنية لهندسة التغليف المموج إرشادات حول بدلات الطي وتعويض السماكة لمواد التغليف المموج من النوع B. دور الدليل: التحقق الفني؛ نوع المصدر: دليل هندسة التغليف. يدعم: الدقة المطلوبة لتوسيع الفتحة لمراعاة سماكة المادة. ملاحظة النطاق: قد تختلف التفاوتات المسموح بها حسب الشركة المصنعة. ↩
"DIELINE - المصدر الرائد للابتكار والرؤى في مجال التغليف"، https://thedieline.com/. شرح موجز لكيفية ضمان ملاءمة مثالية في الطي ثلاثي الأبعاد بإضافة إزاحات سُمك المواد إلى خطوط القطع. دور الدليل: التحقق الفني؛ نوع المصدر: دليل هندسي. يدعم: ضرورة تعديل خطوط المتجهات وفقًا لسُمك المادة. ملاحظة نطاق التطبيق: يختلف التطبيق باختلاف سُمك المادة. ↩
[ملف PDF] دراسة مقارنة للخصائص الفيزيائية للمواد المعاد تدويرها...، https://repository.rit.edu/cgi/viewcontent.cgi?article=1299&context=theses. شرح موجز للتفوق الهيكلي وقوة الشد لألياف الكرافت البكر مقارنةً باللب المعاد تدويره في صناعة الكرتون المموج. دور الدليل: التحقق من علم المواد؛ نوع المصدر: ورقة بيانات فنية للمواد. يدعم: استخدام أنواع محددة من الألياف في الهياكل الحاملة للأحمال. ملاحظة النطاق: يركز على قوة الانفجار ومقاومة السحق. ↩
"تغليف الكرتون المموج بتصميم مبتكر لتحسين المتانة..."، https://bioresources.cnr.ncsu.edu/resources/corrugated-board-packaging-with-innovative-design-for-enhanced-durability-during-transport/. توضح الوثائق الفنية المتعلقة بهندسة تغليف الكرتون المموج كيف يؤدي الضغط المفرط أثناء القطع إلى انهيار الطبقة (التموجات)، مما يقلل من قيمة اختبار مقاومة الحواف (ECT) وقدرة تحمل الأحمال الإجمالية. دور الدليل: التحقق الفني؛ نوع المصدر: دليل هندسة التغليف. يدعم: الادعاء بأن التصنيع غير السليم يُدمر الأداء الهيكلي للمادة. ملاحظة النطاق: يتعلق تحديدًا بالكرتون المموج والقطع باستخدام قوالب القطع الفولاذية. ↩
"ما هو اختبار ضغط الصناديق وفقًا لمعيار ASTM D642؟ - باكور"، https://www.pacorr.com/blog/what-is-box-compression-test-as-per-astm-d642-standard/. يصف هذا المعيار المنهجية المعتمدة في الصناعة لقياس قدرة تحمل الحاويات الكرتونية المموجة لضمان مقاومتها للتكديس. دور الدليل: التحقق المنهجي؛ نوع المصدر: معيار فني. يدعم: استخدام الاختبارات الفيزيائية الكمية للتحقق من السلامة الهيكلية. ملاحظة: تتأثر النتائج عادةً بعوامل بيئية مثل الرطوبة .
"كيفية اختيار الحجم المناسب لقالب التجعيد للورق المموج..."، https://www.youtube.com/watch?v=moIeXZqwJMU. يشرح هذا الفيديو التطبيق الهندسي لقنوات القالب للتحكم في تشوه الألياف ومنع تشقق البطانة أثناء عملية التجعيد. دور الدليل: التحقق الفني؛ نوع المصدر: دليل هندسة التغليف. يدعم: ضرورة استخدام أدوات هيكلية متخصصة للورق المقوى شديد التحمل. ملاحظة النطاق: ينطبق بشكل أساسي على المواد المموجة ذات معامل التمدد الحراري العالي أو ذات الجدار المزدوج. ↩
"المصفوفة المعدنية مقابل المصفوفة البلاستيكية - شركة A & A Graphic Dies"، https://graphicdies.com/metal-matrix-vs-plastic-matrix/. شرح لكيفية توفير أدوات المصفوفة المتخصصة قناة داعمة لمنع تكسر المواد مقارنةً بقوالب الصلب القياسية. دور الدليل: المواصفات الفنية؛ نوع المصدر: دليل هندسة التغليف. يدعم: استخدام سندانات قناة المصفوفة لضمان السلامة الهيكلية. ملاحظة النطاق: ينطبق تحديدًا على ألواح الكرتون المموج شديدة التحمل. ↩
[ملف PDF] التجعيد والطي - BioResources، https://bioresources.cnr.ncsu.edu/wp-content/uploads/2019/01/2017.1.69.pdf. تحليل لكيفية حفاظ أدوات المصفوفة على استمرارية الألياف من خلال الاستطالة المتحكم بها بدلاً من التشققات الناتجة عن الضغط. دور الدليل: دليل من علم المواد؛ نوع المصدر: ورقة بحثية هندسية. يدعم: الادعاء بالحفاظ على سلامة الألياف. ملاحظة النطاق: خاص بركائز الألواح الليفية المموجة. ↩
"توصيف أداء مركبات المصفوفة الخزفية..."، https://commons.erau.edu/cgi/viewcontent.cgi?article=1309&context=edt. التحقق من قدرة تحمل الأحمال الهيكلية ومقاومة الصدمات في ظل ظروف ديناميكية باستخدام مواد ذات مصفوفة مجعدة. دور الدليل: مقياس الأداء؛ نوع المصدر: تقرير اختبار ISTA/ASTM. يدعم: الادعاء بتحمل الأحمال بشكل أفضل. ملاحظة نطاق البحث: يختلف الأداء باختلاف درجة اللوح والتصميم الهيكلي. ↩
[ملف PDF] مواصفات الكرتون المموج - رابطة صناديق الألياف، https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. مقارنة فنية لتصنيفات اختبار مقاومة السحق للحواف (ECT) توضح انخفاض قدرة تحمل الأحمال الرأسية عند الانتقال من 32 إلى 26 ECT. دور الدليل: مواصفات فنية؛ نوع المصدر: معايير صناعة التغليف. يدعم: الادعاء بأن خفض درجات ECT يقلل من الصلابة الهيكلية. ملاحظة النطاق: ينطبق على الكرتون المموج المصنوع من الألياف. ↩
"تأثيرات الرطوبة النسبية على قوة الضغط لـ..."، https://open.clemson.edu/all_theses/3225/. دليل علمي يوضح كيف يؤدي ارتفاع نسبة الرطوبة في الكرتون المموج إلى تقليل قيمة اختبار مقاومة السحق للحواف (ECT) وبالتالي إلى انهيار هيكلي. دور الدليل: التحقق من الأثر البيئي؛ نوع المصدر: مجلة علوم المواد. يدعم: الادعاء بأن الرطوبة تزيد من ضعف المواد منخفضة الجودة. ملاحظة النطاق: يتناول تحديدًا ظروف حاويات الشحن. ↩
"اختبار ECT مقابل اختبار مولين: تصنيفات قوة الصناديق الكرتونية المموجة"، https://www.myboxprinting.com/blog/corrugated-box-strength-ect-vs-mullen-test/. التحقق مما إذا كان جهاز اختبار مولين يقيس انحراف/تقوس المادة أو قوة الانفجار، حيث تفصل معايير الصناعة عادةً بين هذه المقاييس. دور الدليل: التحقق الفني؛ نوع المصدر: معيار ASTM. يدعم: دقة منهجية الاختبار الموصوفة. ملاحظة النطاق: التمييز بين اختبارات قوة الانفجار واختبارات الضغط. ↩
"فهم قوة صناديق الشحن - EcoEnclose"، https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOopLQKL_0WPvBZU-pZxShwNtIZ_nPlXAFS7XBix4MX_FOOcPmSyr. بيانات فنية تتعلق بقدرة تحمل الأحمال والخصائص الهيكلية لورق كرافت بكر 32 ECT (اختبار سحق الحافة). دور الدليل: مواصفات المواد؛ نوع المصدر: ورقة بيانات صناعية. يدعم: ادعاءات قوة المواد. ملاحظة النطاق: خاص بدرجات الورق المقوى المموج. ↩
دليل قوة علب الكرتون المموج: درجات التموج، وتصنيفات اختبار مقاومة السحق للحواف (ECT)، وقوة الجدار...، https://anchorbox.com/corrugated-box-strength/. توضح البيانات الفنية المتعلقة بدرجات الكرتون المموج انخفاض قيم اختبار مقاومة السحق للحواف (ECT) للمواد ذات تصنيف 26ECT مقارنةً بالمواد ذات تصنيف 32ECT. دور الدليل: مقارنة فنية؛ نوع المصدر: دليل صناعة التغليف. يدعم: زيادة خطر الانهيار الهيكلي في المواد ذات التصنيف المنخفض. ملاحظة النطاق: سياق متطلبات أحمال العرض في متاجر التجزئة. ↩
"فهم قوة صناديق الشحن - EcoEnclose"، https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOorn73vWqG2Gq5I7C3FY1wTT2NRKKGazKsQH3jzCqZaOq-E2I1L-. تحدد معايير الصناعة للتغليف المموج قدرة تحمل الأحمال ونقاء مادة ورق الكرافت البكر 32ECT. دور الدليل: المواصفات الفنية؛ نوع المصدر: معيار المواد. يدعم: التفوق الهيكلي للمواد البكر عالية الجودة. ملاحظة النطاق: يختلف الأداء باختلاف حجم التموج. ↩
تصميم عبوات ذاتية القفل - باك ماج، https://www.packmage.com/Buy/SearchBox/self-lock%20packaging%20design. توضح أدلة هندسة التغليف بالتفصيل كيفية إنشاء أقفال آمنة دون استخدام قطع بلاستيكية من خلال الطي الدقيق والقطع بالقالب (تقنيات الأوريغامي). دور الدليل: منهجية هندسية؛ نوع المصدر: دليل تصميم فني. يدعم: تقليل تكاليف التجميع والنفايات البلاستيكية. ملاحظة النطاق: يقتصر على أشكال هندسية هيكلية محددة. ↩



