
إنّ عرض منتجك في متاجر التجزئة الكبرى يُعدّ إنجازاً عظيماً. لكن الحفاظ عليه هناك يتطلب أكثر من مجرد منتج جيد؛ بل يتطلب تنفيذاً مثالياً في مجال البيع بالتجزئة.
تُعدّ منصات العرض المصممة خصيصًا تجهيزات هيكلية هندسية لعرض السلع الاستهلاكية مباشرةً في متاجر البيع بالتجزئة. يجب أن تجتاز هذه الوحدات المتينة، التي تتراوح من حوامل أرضية مموجة إلى صناديق عرض صغيرة تُوضع على أسطح الطاولات، عمليات النقل اللوجستي العالمية بدقة، وأن تُضفي لمسة جمالية على تجربة التسوق، وأن تُحفّز عمليات الشراء العفوية بكميات كبيرة في ممرات التسوق المزدحمة.

إن فهم هذا التعريف ليس سوى البداية. دعونا نشرح بالتفصيل كيفية تنفيذ هذا الإطلاق الفعلي في متاجر البيع بالتجزئة دون استنزاف ميزانية التسويق.
من يستطيع تصميم العروض في متجرك؟
تفترض العديد من العلامات التجارية الناشئة أن مصممي الجرافيك الداخليين لديها يمكنهم بسهولة العمل كمهندسي تغليف هيكلي لتوفير التكاليف الأولية.
يتطلب تصميم واجهات العرض في المتاجر مهندسين إنشائيين متخصصين وشركاء تصنيع معتمدين، وليس مجرد مصممي رسومات. فبينما تتولى فرق التسويق الداخلية وضع التصورات الفنية، يتطلب تنفيذ تجهيزات عرض عالية السعة التزامًا صارمًا بالمعايير الفيزيائية العالمية، لضمان تحمل الوحدة لمتطلبات لوجستية بالغة الصعوبة في سلسلة التوريد دون أن تنهار تحت وطأة البضائع الثقيلة.
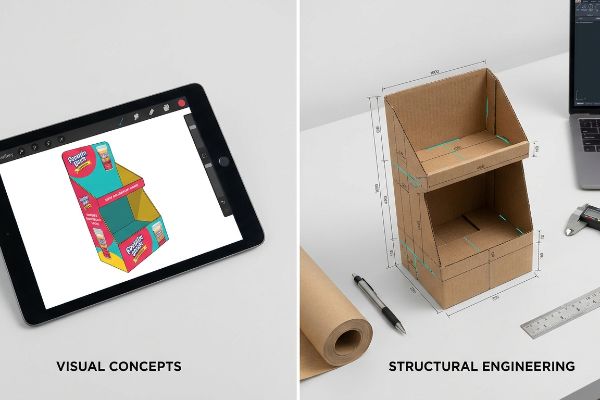
إن سد الفجوة بين الرسم التخطيطي الرقمي وأرضية البيع بالتجزئة الفعلية يتطلب انضباطًا هيكليًا مكثفًا.
لماذا يواجه مصممو الجرافيك صعوبة في هندسة العرض؟
غالباً ما تُسند الشركات الناشئة مهمة تصميم العروض الترويجية إلى فرق التسويق الرقمي، ظناً منها أن البرامج القياسية قادرة على إنشاء ملف جاهز للإنتاج. فهم يتعاملون مع عرض ترويجي لمنصة عرض واحدة من كوستكو، يتحمل حمولة ديناميكية تبلغ 1134 كيلوغراماً، كما لو كان مجرد كتيب رقمي بسيط. يتجاهل هذا النهج المبتدئ تماماً الواقع المادي لسمك الكرتون المموج وتفاوتات الطي الميكانيكية.
ألاحظ هذا الفخ باستمرار عندما يحاول العملاء توفير المال بتكليف المصممين برسم علامات تبويب متشابكة معقدة مباشرةً في أدوات التخطيط عبر الإنترنت. تُخرج هذه المنصات رسومات نقطية أو رسومات متجهة غير متصلة، والتي لا يمكنها تطبيق بدلات الانحناء التلقائية للوحة 32 ECT (اختبار سحق الحواف) رقم2.
في إحدى المرات، أحضر لي أحد العملاء تصميم قالب جاهز، لكنه كان مجرد ملف مسطح ذو بكسلات. عندما قمنا بتشغيله على طاولة القطع رقم 3 في ماكينة كونغسبيرغ CNC (التحكم الرقمي بالحاسوب) ، لم تتمكن الماكينة من قراءة المسارات؛ كنت أسمع صوت طحن حادّ وقويّ لقمة التوجيه وهي تحاول شقّ مسار أعمى عبر ورق كرافت خام غير مُجهّز.
لحل هذه المشكلة، أقوم دائمًا بإصدار ملف PDF (تنسيق المستندات المحمولة) مُؤمَّن ومُصمَّم مسبقًا، مُنشأ مباشرةً من برنامج التصميم بمساعدة الحاسوب (CAD). يقوم العملاء باستيراد هذا الملف إلى برنامج التصميم الخاص بهم، مما يُثبِّت الحسابات الهيكلية في الطبقة السفلية، بحيث لا تتداخل اللمسات الجمالية مع الخصائص الفيزيائية. تُسرِّع هذه الطريقة مرحلة ما قبل الطباعة بنسبة 40% تقريبًا، وتُزيل تمامًا حالات رفض المتاجر بسبب فشل التحميل الهيكلي.
| أخطاء شائعة للمبتدئين | الحل الاحترافي | فوائد أرضية البيع بالتجزئة |
|---|---|---|
| تصميم علامات التبويب في أدوات تخطيط الويب | فرض خطوط القطع المقفلة في التصميم بمساعدة الحاسوب5 | يمنع انهيار الحمل الأساسي |
| مع تجاهل سمك اللوح | تطبيق بدلات الانحناء الرياضية6 | يوفر 30 ثانية لكل وحدة أثناء التجميع |
| إرسال مسارات متجهة غير متصلة | التحقق من صحة مسار التوجيه قبل الرحلة7 | يزيل أخطاء القطع المكلفة باستخدام تقنية CNC |
أرفض تنفيذ أي مشروع إنتاج ضخم إذا كانت سلامة الهيكل تعتمد على تخمينات المصمم الجرافيكي. إن تثبيت تصميم القالب الهندسي أولاً هو السبيل الوحيد لضمان نجاح الإنتاج الضخم.
🛠️ مكتب هارفي: هل أنت غير متأكد من إمكانية تصنيع قالب الطباعة الخاص بمصمم الجرافيك؟ 👉 اطلب تدقيقًا لقالب الطباعة ↗ — تواصل مباشر مع مكتبي. أعدك بعدم تلقي أي رسائل تسويقية آلية مزعجة.
كيف تعرض منتجاتك في المتاجر؟
إن تأمين مساحة العرض ليس سوى نصف المعركة؛ فكيفية عرض المنتج بشكل مادي تحدد سرعة بيع مخزونك.
يتطلب عرض منتجاتك في المتاجر تخطيطًا مكانيًا استراتيجيًا يُعزز التأثير البصري مع الالتزام التام بإرشادات مساحة المتجر. يعتمد العرض المادي الفعال على استخدام هياكل كرتونية متدرجة، وخطوط رؤية مثالية، وألوان زاهية عالية التباين لجذب انتباه المتسوقين فورًا وحثهم على اتخاذ قرار شراء سريع.

لن يُباع الصندوق المطبوع بشكل جميل إذا كانت هندسته المكانية تتعارض مع خطوط الرؤية الطبيعية للمتسوق.
استراتيجية التفاعل المكاني 3-3-3 لتجار التجزئة
كثيراً ما تصمم فرق التسويق المبتدئة منصات عرض المنتجات في متاجر التجزئة خصيصاً للعرض عن قرب على شاشات الكمبيوتر ذات الإضاءة الخلفية. يفترضون أنه إذا بدا الشعار واضحاً على الشاشة، فسيتوقف المتسوقون تلقائياً لقراءة النقاط الصغيرة المطبوعة على رفوف المنتجات. يتجاهل هذا النهج التقليدي تماماً الواقع العملي لكيفية تنقل المتسوقين المذعورين في ممرات المتاجرالكبيرة.
في منشأتي، أطبق قاعدة "3-3-3" في مجال التفاعل مع العملاء في متاجر التجزئة لمعالجة هذه الثغرة تحديداً. يجب أن يجذب العرض الانتباه البصري من مسافة 9.14 متر، وأن يثير اهتماماً محدداً من مسافة 0.91 متر، وأن يحفز عملية الشراء الفعلية من مسافة 76.2 ملم.
لقد شاهدتُ العديد من العلامات التجارية المتميزة تفشل لأنها حشرت نصاً بحجم رواية كاملة على اللوحة الأساسية9.وقفتُ ذات مرة في متجر كبير وشاهدتُ المتسوقين يدفعون عرباتهم المعدنية الثقيلة أمام منصة عرض مطبوعة بشكل جميل لأن رسوماتها الباهتة اندمجت بصرياً مع أرضية الخرسانة الرمادية10.
ولمواجهة ذلك، نفرض استخدام أشكال مقطوعة ضخمة وعالية التباين، بالإضافة إلى ألوان موضعية قوية لإحداث تأثير ملحوظ على امتداد 30 قدمًا.كما نُحسّن ارتفاع الرفوف ليقع تمامًا ضمن منطقة الرؤية المريحة التي تبلغ 50 بوصة (127 سم)،ونقلل من الحافة الأمامية لضمان رؤية المنتجات بنسبة 85% على الأقل. هذا التصميم المبتكر يُوقف حركة المتسوقين، مما يزيد من سرعة سحب المنتجات من الرف، ويعزز بشكل كبير عائد استثمار العلامة التجارية في المساحة.
| أخطاء شائعة للمبتدئين | الحل الاحترافي | فوائد أرضية البيع بالتجزئة |
|---|---|---|
| طباعة نص صغير على القاعدة | تلوين موضعي وقوالب قطع | يلفت الانتباه من مسافة 30 قدمًا13 |
| أرفف عميقة تخفي المخزون | تم قص الحواف الأمامية لتحقيق رؤية بنسبة 85%14 | يحفز التحويل اللمسي الفوري |
| وضع الأشياء الأساسية بالقرب من الأرض | المحاذاة مع منطقة الضرب التي يبلغ طولها 50 بوصة15 | يزيد من سرعة سحب الدفعة |
أصمم كل وحدة عرض بحيث تكون لافتة للنظر من بعيد، ولكنها غير مرئية عمليًا عند الاقتراب. إذا كان العميل يُجهد عينيه لقراءة المعلومات المكتوبة على الكرتون بدلًا من التقاط المنتج نفسه، فإن استراتيجيتك الهيكلية قد فشلت.
🛠️ مكتب هارفي: هل تبدو عروض منتجاتك الحالية في متجرك وكأنها ورق جدران من مسافة 30 قدمًا؟ 👉 احصل على مراجعة هيكلية ↗ — حمّل الملف بأمان. صندوق بريدي مفتوح إذا كانت لديك أي أسئلة لاحقًا.
كم تبلغ تكلفة العروض داخل المتاجر؟
إن وضع ميزانية لإطلاق منتج في قطاع التجزئة يمثل توازناً دقيقاً بين المتانة الهيكلية، والجاذبية الجمالية، وكفاءة الشحن.
تتراوح تكلفة شاشات العرض داخل المتاجر بين نفقات بسيطة للوحدات الفردية، مثل صواني العرض البسيطة، واستثمارات كبيرة لتجهيزات منصات التحميل الثقيلة. ويتأثر السعر النهائي بشكل كبير بنوعية مواد الكرتون المموج، ومتطلبات الأدوات المخصصة، وأساليب الطباعة الرقمية، وقدرات التحميل الديناميكي المحددة التي تفرضها إرشادات الامتثال الخاصة بالمتاجر الكبرى.

لكن التحديق في عرض سعر خام غالباً ما يخفي الفخاخ الخطيرة الكامنة في استراتيجيات الشراء الرخيصة.
خطر الوقوع في فخ التدهور التجميلي
تسعى فرق المشتريات بطبيعة الحال إلى استغلال كل قرش في حملات التسويق المادي لتعظيم عائد الاستثمار. وغالبًا ما تتعامل مع التشطيبات التجميلية باهظة الثمن، مثل التغليف الكامل برقائقمعدنية، كشرط تسويقي لا يقبل المساومة، بينما تبحث سرًا عن فرص لخفض التكاليف في أماكن أخرى. وهذا ما يدفعها إلى خفض جودة المواد الخام الهيكليةبشكل لتعويض ميزانية التسويق الباهظة.
أرى هذه الكارثة تتجلى عندما يحاول المشترون تمويل شراء رقائق معدنية باهظة الثمن عن طريق تخفيض جودة اللوحة الأساسية سرًا من لوحة متينة بقوة 32 ECT إلى لوحة ضعيفة بقوة 26 ECT18.يشبه الأمر تمامًا طلاء سيارة بطلاء فاخر بدون هيكل.
استلمتُ مؤخراً شاشة عرض مُنهارة من أحد المنافسين من مدير علامة تجارية مُحبط؛ كانت سلامتها الهيكلية مُتضررة بشدة لدرجة أنني شعرتُ بالطبقة الرقيقة والضعيفة من التموجات وهي تنضغط تماماً إلى الداخل تحت ضغط خفيف من إبهامي. انهار الجهاز بأكمله قبل حتى أن يصل إلى أرضية المتجر.
في مصنعنا، نمنع منعًا باتًا تخفيض جودة لوحات الدوائر المطبوعة الأساسية لمجرد تمويل تحسينات تجميلية. بدلًا من ذلك، نعيد المادة إلى حالتها الأصلية وفقًا لمعيار 32 ECT19، ونحقق الانعكاس المطلوب باستخدام طبقات طلاء مائية لامعة عالية الصلابة. هذا التحول المحوري يحمي تصنيفات BCT20، ويقضي تمامًا على أضرار النقل، ويجنّب العملاء تكاليف استرداد ضخمة من تجار التجزئة بسبب تلف البضائع.
| أخطاء شائعة للمبتدئين | الحل الاحترافي | فوائد أرضية البيع بالتجزئة |
|---|---|---|
| تخفيض مستوى ECT لتوفير التكاليف | فرض مجلس إدارة 32 ECT21 | يمنع انبعاج القاعدة الكارثي |
| الاعتماد على أغشية رقائق معدنية باهظة الثمن | باستخدام طبقات مائية عالية اللمعان22 | يحافظ على إمكانية إعادة التدوير بنسبة 100% من خلال خدمة إعادة التدوير المنزلية |
| تجاهل حدود ضغط التحميل العلوي | هندسة لتحقيق أقصى قدر من التحكم في القتال23 | يلغي عمليات رد رسوم النقل من قبل تجار التجزئة |
لا أُضحي أبدًا بجودة الورق الداخلية لمجرد جعل الألواح الخارجية لامعة. فشاشة العرض التسويقية الجميلة ذات اللمعان العالي تصبح عديمة الفائدة تمامًا إذا وصلت إلى رصيف التحميل محطمة.
🛠️ مكتب هارفي: هل يقوم مصنعك الحالي سرًا بتخفيض جودة الكرتون المموج لتوفير بضعة سنتات؟ 👉 اطلب تقرير تدقيق المواد الخاص بك ↗ — لا توجد استمارات تُسبب مكالمات مبيعات لا نهاية لها. قيمة حقيقية فقط.
ما هو المصطلح المستخدم عند إعداد العروض في المتاجر؟
إن إيصال الكرتون المسطح إلى أيدي موظفي المتاجر هو المكان الذي يلتقي فيه التصميم النظري بالواقع الإنساني القاسي.
يُطلق على تجهيز العروض في المتاجر اسم التسويق بالتجزئة أو تفعيل نقاط البيع. تتضمن هذه المرحلة التنفيذية الحاسمة استلام مواد الكرتون المموجة المعبأة بشكل مسطح، وتفسير الرسومات الهيكلية المرفقة، وتجميع تجهيزات العرض التجارية فعليًا على أرضية المتجر وفقًا لإرشادات الامتثال الصارمة لقانون الأمريكيين ذوي الإعاقة (ADA) ومعايير المساحة الخاصة بالمتاجر الكبيرة.

لكن معرفة المصطلحات لا تكفي عندما تبدأ خطوط تجميع التعبئة والتغليف بالعمل فعلياً في ظل مواعيد نهائية ضيقة.
لماذا تفشل حسابات التجميع القياسية في أرضية المصنع ؟
كثيرًا ما يفترض المصممون أن فتحة التعشيق البسيطة على شاشة الكمبيوتر تُترجم إلى عملية تجميع سلسة وخالية من الاحتكاك في ممرات البيع بالتجزئة. فهم يصممون فتحات الاستقبال في برامجهم بناءً على قياس سُمك اللوح الجاف المطلق(24)، متوقعين خطوطًا مستقيمة تمامًا من الورق المقوى. هذا النهج النظري البحت خطير للغاية عند شحن البضائع المادية عبر سلاسل التوريد الواقعية شديدة التباين.
في منشأتي، أرى باستمرار هذه الرسومات الهندسية الدقيقة تتلاشى تمامًا تحت تأثير الظروف البيئية. فعند شحن العبوات المسطحة المموجة عبر الشحن البحري لمسافات طويلة أو تخزينها في مناطق ذات رطوبة عالية، تعمل الطبقة الداخلية المسامية كإسفنجة، تمتص الرطوبة المحيطة وتتمدد بمقدار يصل إلى 1.02 ملم.أختبر ذلك باستخدام ميكرومتر رقمي على المواد الخام الواردة؛ إذ يتحول لسان التعشيق الذي كان مناسبًا تمامًا في المكتب المُكيّف إلى إسفين منتفخ وعنيد. لقد شاهدت فرق التعبئة والتغليف وهي تتصبب عرقًا وتجهد، وتمزق ألياف الورق المقوى الخام حرفيًا، وتلجأ إلى شريط تغليف شفاف فوضوي لمجرد إجبار الوحدات غير المتراصفة على الالتقاء معًا.
لحل هذه المشكلة، أقوم تلقائيًا بتصميم "مخزن رطوبة" خاص ضمن قوالبنا الهيكلية، مما يؤدي إلى توسيع فتحات الاستقبال حسابيًا لتعويض معدل تمدد الماء الدقيق لنوع الورق المقوى المحدد26.من خلال تطبيق هذا التعديل الدقيق بمقدار 1.02 مم27، أضمن انخفاض وقت التجميع بما يقدر بـ 45 ثانية لكل وحدة، مما يقلل بشكل كبير من تكاليف العمالة اليدوية الباهظة ويمنع حدوث أعطال في عرض المنتجات في الموقع.
| أخطاء شائعة للمبتدئين | الحل الاحترافي | فوائد أرضية البيع بالتجزئة |
|---|---|---|
| باستخدام فرجار ألواح الخشب الجاف الدقيق | هندسة حاجز الرطوبة28 | يضمن تركيب الأرضية بدون احتكاك |
| إجبار علامات التبويب المتضخمة على التجمع معًا | توسيع فتحات استقبال التصميم بمساعدة الحاسوب29 | يمنع تمزق الورق المقوى القبيح |
| الاعتماد على الشريط اللاصق الشفاف للإصلاحات | أنظمة قفل مقطوعة بدقة30 | يُسرّع من جداول العمل الخاصة بالتعبئة المشتركة |
لا أعتمد أبدًا على الحسابات المكتبية الجافة عند تصميم بيئات المستودعات الرطبة. إن بناء مساحة تهوية دقيقة للغاية مباشرةً في خط القطع هو السبيل الوحيد لضمان عملية تجميع سلسة لفريق التسويق.
🛠️ مكتب هارفي: هل تعرف مدى تحمل ألسنة التعشيق الحالية لديك للرطوبة؟ 👉 أرسل لي ملف تصميم القالب ↗ — سأقوم باختبار الحسابات قبل أن تُهدر ميزانيتك على الإنتاج الضخم.
خاتمة
يمكنك اختيار مورد أرخص يُخفّض جودة لوحتك سرًا لتمويل رقائق التزيين، ولكن عندما تنهار قاعدة 26 ECT الهشة بشكل كارثي تحت ضغط عالٍ، سيؤدي ذلك إلى رفض فوري من قِبل تجار التجزئة وأسابيع من إعادة العمل اليدوي المكلف. يستخدم أكثر من 500 مدير علامة تجارية قائمة التحقق الخاصة بي قبل الطباعة لتجنب هذه الأخطاء القاتلة في المراحل المبكرة. توقف عن التخمين بشأن التفاوتات الهيكلية ودعني شخصيًا أُجري تدقيقًا مجانيًا لخطوط القطع ↗ لاكتشاف الأخطاء القاتلة قبل بدء الإنتاج الضخم.
"ما مقدار الحمولة التي يمكن أن تتحملها منصة التحميل الخاصة بي؟"، https://unitload.vt.edu/education/white-papers/5-wp-load-carrying-capacity-of-pallets.html. [يمكن لدليل امتثال متاجر التجزئة أو دليل الهندسة الإنشائية لعروض الكرتون المموج التحقق من متطلبات تحمل الأحمال المحددة لتجهيزات متاجر التجزئة الكبيرة]. دور الدليل: التحقق من المواصفات الفنية؛ نوع المصدر: معيار امتثال متاجر التجزئة. يدعم: الادعاء بأن عروض متاجر التجزئة يجب أن تتحمل أحمالًا مادية قصوى. ملاحظة نطاق البحث: قد تختلف حدود الوزن حسب متجر التجزئة المحدد أو أبعاد العرض. ↩
"الدليل الشامل لصناديق الكرتون المموج - شور باكيدجينج"، https://www.shorr.com/resources/blog/ultimate-guide-corrugated-boxes/. [تحدد أدلة هندسة التغليف المعتمدة كيفية حساب بدلات الانحناء لألواح ECT بسماكة 32 بوصة لمراعاة سماكة المادة والضغط أثناء الطي.] دور الدليل: مواصفات فنية؛ نوع المصدر: معيار هندسة التغليف. يدعم: ضرورة الهندسة الإنشائية على التصميم الجرافيكي لتجهيزات البيع بالتجزئة. ملاحظة النطاق: ينطبق تحديدًا على ركائز الكرتون المموج. ↩
"القطع بالليزر باستخدام المتجهات مقابل النقطية | العمليات - كلية التصميم"، https://design.ncsu.edu/operations/510/laser-cutter-vector-vs-raster-laser-cutting/. [تؤكد المواصفات الفنية للشركة المصنعة أن طاولات القطع CNC تتطلب مسارات متجهة لتنفيذ مسار الأداة، مما يجعل الملفات النقطية أو المنقطة غير قادرة على توجيه رأس القطع]. دور الدليل: التحقق الفني؛ نوع المصدر: مواصفات الشركة المصنعة. يدعم: ضرورة استخدام خطوط القطع المتجهة بدلاً من الملفات النقطية في التصنيع باستخدام CNC. ملاحظة النطاق: ينطبق على أنظمة القطع الرقمية التي تستخدم رؤوس التوجيه أو السكاكين المتذبذبة. ↩
"مرجع خارجي - ملف PDF بطيء للغاية"، https://forums.autodesk.com/t5/autocad-architecture-forum/external-reference-pdf-really-slow/td-p/2847920. [يمكن للمعايير الصناعية أو دراسات الحالة التشغيلية في مجال التغليف الهيكلي تحديد النسبة المئوية لانخفاض مدد ما قبل الطباعة عند استخدام القوالب المُنشأة بواسطة برامج التصميم بمساعدة الحاسوب (CAD)]. دور الدليل: مقياس كمي؛ نوع المصدر: تقرير صناعي. يدعم: كفاءة سير العمل المُدمج مع برامج التصميم بمساعدة الحاسوب (CAD). ملاحظة: قد تختلف وفورات الوقت تبعًا لمدى تعقيد العرض ومجموعة البرامج الحالية لدى الوكالة. ↩
دليل تصميم الهياكل لتغليف الورق، https://greendotpackaging.com/paper-packaging-structural-design-guide/. [تُظهر معايير الصناعة لهندسة تغليف الهياكل أن خطوط القطع الدقيقة والمُحكمة في التصميم بمساعدة الحاسوب (CAD) ضرورية للحفاظ على سلامة المكونات الحاملة للأحمال]. دور الدليل: معيار صناعي؛ نوع المصدر: دليل فني. يدعم: العلاقة بين دقة التصميم بمساعدة الحاسوب (CAD) والاستقرار الهيكلي. ملاحظة النطاق: خاص بشاشات العرض في نقاط البيع.] ↩
[ملف PDF] مواصفات الكرتون المموج - رابطة صناديق الألياف، https://www.fibrebox.org/assets/2025/09/Walmart_Corrugated-Board_Specifications_Automation_Packaging_Standards.pdf. [تشرح الأدلة الهندسية لتغليف الكرتون المموج والصلب كيفية احتساب بدلات الانحناء الرياضية بناءً على سُمك المادة لضمان طيات دقيقة وتجميع فعال]. دور الدليل: مواصفات فنية؛ نوع المصدر: دليل هندسي. يدعم: ضرورة حساب إزاحة المادة لسرعة التجميع. ملاحظة النطاق: ينطبق على الكرتون القابل للطي ومواد العرض.] ↩
"Vectric Help Live: أسئلة وأجوبة حول CNC، وإصلاحات مسار الأدوات، وتحديثات IDC الكبيرة"، https://www.youtube.com/watch?v=UvYGZJ8iHV8. [تؤكد وثائق آلات CNC أن التحقق من صحة مسارات المتجهات المتصلة قبل القطع يمنع أخطاء مسار الأدوات التي تؤدي إلى هدر المواد والقطع غير الدقيق]. دور الدليل: متطلب فني؛ نوع المصدر: وثائق الشركة المصنعة. يدعم: دور التحقق من صحة المسار في تقليل أخطاء التصنيع باستخدام CNC. ملاحظة النطاق: خاص بتوجيه CNC القائم على المتجهات.] ↩
"تقييم انتباه المستهلك وإثارته باستخدام حركة العين... - PMC"، https://pmc.ncbi.nlm.nih.gov/articles/PMC8380820/. [تُظهر الأبحاث في علم نفس البيع بالتجزئة وسلوك مسار الشراء أن المتسوقين يستخدمون المسح البصري السريع ويتجنبون التوقف لقراءة المعلومات النصية الصغيرة في البيئات ذات الحركة المرورية العالية]. دور الدليل: داعم؛ نوع المصدر: دراسة أكاديمية؛ يدعم: عدم كفاءة لافتات البيع بالتجزئة المليئة بالنصوص؛ ملاحظة النطاق: ينطبق بشكل أساسي على بيئات البيع بالتجزئة ذات الحجم الكبير. ↩
"شاشات نقاط البيع: كيف تعمل وتأثيرها على قطاع التجزئة..."، https://www.optisigns.com/post/point-of-purchase-pop-display-how-they-work-their-retail-impact. [تشير أبحاث علم نفس المستهلك حول شاشات نقاط البيع إلى أن كثافة النصوص العالية تزيد من العبء المعرفي وتقلل من احتمالية اتخاذ قرارات الشراء الفورية.] دور الدليل: داعم؛ نوع المصدر: بحث تسويقي. يدعم: الادعاء بأن النصوص المفرطة على اللوحات الأساسية تعيق المبيعات. ملاحظة النطاق: يتعلق ببيئات البيع بالتجزئة ذات المسح السريع. ↩
"استخدام تقنية حجب الألوان لتعزيز وضوح المنتجات في متاجر التجزئة"، https://mavrk.studio/color-blocking-boost-retail-visibility/. [تؤكد مبادئ التسويق البصري أن التباين اللوني العالي بين المنتج المعروض ومحيطه المباشر ضروري لجذب الانتباه وزيادة جاذبيته.] دور الدليل: داعم؛ نوع المصدر: دليل تصميم. يدعم: الادعاء بأن الرسومات منخفضة التباين تقلل من وضوح المنتج المعروض. ملاحظة النطاق: خاص بمسؤولي عرض المنتجات في المتاجر ذات الألوان المحايدة. ↩
"إنشاء متاجر التجزئة: 70% من العمل يتم بعد التصميم"، https://www.linkedin.com/posts/abhinaviitb_building-a-retail-store-is-30-design-and-activity-7450807208067366912-9ofI. [تُحدد معايير الصناعة في علم نفس التجزئة المسافة المحددة التي تجذب عندها الإشارات البصرية عالية التباين انتباه المستهلك لتغيير أنماط حركة المتسوقين]. دور الدليل: مقياس واقعي؛ نوع المصدر: دراسة سلوك المستهلك. يدعم: فعالية اللافتات عالية التباين. ملاحظة النطاق: يعتمد على إضاءة المتجر وعرض الممر. ↩
[ملف PDF] إرشادات لمحلات البقالة بالتجزئة - بيئة العمل المريحة... - إدارة السلامة والصحة المهنية (OSHA)، https://www.osha.gov/sites/default/files/publications/OSHA3192.pdf. [تؤكد مصادر موثوقة في مجال بيئة العمل المريحة في متاجر التجزئة الارتفاع الأمثل لوضع الرفوف بما يتوافق مع خط النظر الطبيعي للبالغين]. دور الدليل: مواصفات فنية؛ نوع المصدر: معيار صناعي. يدعم: وضع المنتجات الأمثل لضمان وضوحها. ملاحظة: قد يختلف النطاق حسب طول الفئة المستهدفة. ↩
"كيف يجعل التباين عرض واجهة المتجر أكثر جاذبية؟"، https://www.samtop.com/what-role-does-contrast-play-in-making-a-window-display-more-attractive%EF%BC%9F/. [يُمكن لمصدر موثوق في مجال التسويق البصري أن يُؤكد المسافة التي تجذب عندها الإشارات البصرية عالية التباين، مثل الألوان الموضعية، انتباه المستهلك]. دور الدليل: التحقق من الحقائق؛ نوع المصدر: دليل صناعي. يدعم: مقاييس الانتباه البصري. ملاحظة: تختلف المسافة باختلاف الإضاءة ونسب التباين. ↩
"ما هو متوسط ارتفاع رفوف متاجر التجزئة؟ - PopDisplay"، https://popdisplay.me/what-is-the-average-retail-shelf-height/. [يهدف البحث في بيئة العمل الخاصة برفوف متاجر التجزئة إلى تحديد كيفية تأثير تعديل ارتفاع حافة الرف على نسبة تغليف المنتج المرئي]. دور الدليل: مواصفات فنية؛ نوع المصدر: دراسة تصميم متاجر التجزئة. يدعم: مقاييس رؤية المنتج. ملاحظة النطاق: ينطبق على أعماق رفوف محددة. ↩
"لماذا يضع تجار التجزئة المنتجات على مستوى النظر؟ - PopDisplay"، https://popdisplay.me/why-do-retailers-place-products-at-eye-level/. [تحدد دراسات سلوك المستهلك الارتفاع الرأسي الأمثل، المعروف بمنطقة التفاعل، لتحقيق أقصى قدر من التفاعل مع المنتج وعمليات الشراء الاندفاعية]. دور الدليل: معيار الخبراء؛ نوع المصدر: دراسة في علم نفس المستهلك. يدعم: الارتفاع الأمثل للعرض. ملاحظة النطاق: قد يختلف بناءً على الفئة المستهدفة. ↩
"التغليف ذو الملمس الناعم مقابل التغليف غير اللامع - باك وو"، https://packwo.com/blog/soft-touch-vs-matte-lamination-for-packaging/. [توثق أدلة أسعار الطباعة الصناعية التكلفة الإضافية الكبيرة المرتبطة بالتغليف برقائق معدنية تغطي كامل العبوة مقارنةً بالطلاءات المائية أو الأشعة فوق البنفسجية القياسية]. دور الدليل: التحقق من التكلفة؛ نوع المصدر: دليل أسعار. يدعم: الادعاء بأن التغليف برقائق معدنية هو إضافة تجميلية عالية التكلفة. ملاحظة: تختلف التكلفة باختلاف مساحة التغطية الإجمالية. ↩
"تأثير أنواع مختلفة من عروض المتاجر على مشتريات المستهلكين..."، https://www.sciencedirect.com/science/article/abs/pii/S0022435921000634?via%3Di. [تُفصّل أدبيات هندسة التغليف كيف أن خفض جودة المواد المموجة لتقليل التكاليف يُقلل بشكل مباشر من قدرة تحمل الأحمال ومتانة تجهيزات متاجر التجزئة]. دور الدليل: رابط سببي تقني؛ نوع المصدر: دليل هندسي. يدعم: الإمكانية التقنية ومخاطر التخفيض الهيكلي. ملاحظة النطاق: خاص بركائز الورق المقوى المموج. ↩
"فهم قوة صناديق الشحن - EcoEnclose"، https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOoq7CU6vKMAxP2DdndK8y0vfHxiHVSUXtdSA4qqcx36L3QDJEXtZ. تُحدد معايير الصناعة لاختبار مقاومة السحق للحواف (ECT) قوة الضغط للكرتون المموج، مما يُظهر أن انخفاض قيمة ECT يؤدي إلى انخفاض قوة التراص. دور الدليل: المواصفات الفنية؛ نوع المصدر: معيار صناعة التغليف. يدعم: الادعاء بأن تقليل قيمة ECT يُضعف السلامة الهيكلية. ملاحظة النطاق: خاص بدرجات الكرتون المموج. ↩
"فهم قوة صناديق الشحن - EcoEnclose"، https://www.ecoenclose.com/blog/understanding-shipping-box-strength/?srsltid=AfmBOorsRWKJ07VP2QLgikvkZrTThgx6UtcPtT8oocM8Uy8Nn70_1Zle. [تُحدد الأدلة الفنية الصناعية لتغليف الكرتون المموج قدرة تحمل الأحمال والمتطلبات الهيكلية لألواح اختبار سحق الحواف (ECT) 32]. دور الدليل: المواصفات الفنية؛ نوع المصدر: معيار صناعي. يدعم: معايير درجة المواد. ملاحظة النطاق: خاص بالكرتون المموج]. ↩
اختبارات BCT وECT: تقييم قوة الصناديق الكرتونية المموجة | METROPACK، https://www.metropack.eu/definition/materials/corrugated-cardboard/ect-edge-crush-test-and-bct-box-compression-test-corrugated-box. [تشرح المراجع الهندسية للتغليف العلاقة الرياضية التي تضمن من خلالها المحافظة على قيم أعلى لاختبار سحق الحواف (ECT) سلامة تصنيف اختبار ضغط الصندوق (BCT)]. دور الدليل: رابط سببي تقني؛ نوع المصدر: كتاب هندسي. يدعم: ادعاءات المتانة الهيكلية. ملاحظة النطاق: ينطبق على قوة التراص الرأسي]. ↩
"القوة والاستدامة في تغليف الورق - EcoPackables"، https://www.ecopackables.com/blogs/news/strength-and-sustainability-in-paper-packaging?srsltid=AfmBOoq7Xpgcd8Z-w02EcKP_ujsvzAg37m_grWxQ5Ty85_gtFo17h54A. [تؤكد المواصفات الفنية من مصادر هندسة التغليف أن ألياف 32 ECT (اختبار سحق الحافة) البكر توفر قوة الضغط الرأسي اللازمة لمنع انهيار القاعدة تحت أحمال البيع بالتجزئة النموذجية]. دور الدليل: المواصفات الفنية؛ نوع المصدر: دليل صناعة التغليف. يدعم: المتانة الهيكلية للعروض. ملاحظة النطاق: يختلف الأداء بناءً على الرطوبة وارتفاع التكديس. ↩
"فيلم مطلي | غوفيدا"، https://www.goveda.com/patent/TW-I917534-B. [تؤكد معايير صناعة إعادة التدوير أن الطلاءات المائية ذات أساس مائي ومتوافقة مع عمليات اللب القياسية، بينما غالبًا ما تلوث رقائق الألومنيوم عملية إعادة التدوير]. دور الدليل: معيار بيئي؛ نوع المصدر: إرشادات جمعية إعادة التدوير. يدعم: ادعاءات إعادة التدوير بنسبة 100% من المنازل. ملاحظة النطاق: بناءً على قدرات إعادة التدوير البلدية القياسية في أمريكا الشمالية. ↩
اختبار ضغط الصناديق (BCT) | فهم أداء التغليف، https://www.storaenso.com/en/newsroom/news/2026/5/box-compression-testing-julian-krais. [تُظهر وثائق الخدمات اللوجستية وسلسلة التوريد أن تحسين قيم اختبار ضغط الصناديق (BCT) يقلل من حالات انهيار الكراتين أثناء النقل، وهو سبب رئيسي لعمليات رد المبالغ المدفوعة من قِبل تجار التجزئة]. دور الدليل: مقياس ضمان الجودة؛ نوع المصدر: معيار لوجستي. يدعم: تقليل الغرامات المالية المتعلقة بالشحن. ملاحظة: قد تحدث عمليات رد المبالغ المدفوعة أيضًا بسبب أخطاء الشحن غير المتعلقة باختبار ضغط الصناديق (BCT). ↩
"تأثير خطوط الطي التناظرية والرقمية على الخصائص الميكانيكية... - PMC"، https://pmc.ncbi.nlm.nih.gov/articles/PMC9268991/. تشرح الأدلة الفنية لتصميم عبوات الكرتون المموج سببَ فشل التجميع عند الاعتماد على قياسات الفرجار الجافة المطلقة دون مراعاة امتصاص الرطوبة. دور الدليل: التحقق الفني؛ نوع المصدر: دليل هندسي؛ يدعم: الخلل في الرسم النظري القائم على الفرجار؛ ملاحظة النطاق: ينطبق على الركائز القائمة على السليلوز. ↩
[ملف PDF] دراسة الخصائص الميكانيكية لتغليف الورق المقوى...، https://repository.rit.edu/cgi/viewcontent.cgi?article=1066&context=japr. [يمكن لدراسة في علم المواد أو دليل هندسة التغليف حول الكرتون المموج أن تؤكد التمدد البُعدي المحدد للطبقة الداخلية في بيئات عالية الرطوبة]. دور الدليل: التحقق التقني من مقياس فيزيائي؛ نوع المصدر: دليل هندسة التغليف. يدعم: الادعاء بأن الرطوبة المحيطة تسبب انتفاخًا فيزيائيًا متوقعًا في المواد المموجة. ملاحظة نطاق البحث: يعتمد التباين على درجة الطبقة الداخلية ووزنها (GSM). ↩
"تأثير الرطوبة ودرجة الحرارة على الخواص الميكانيكية لـ..."، https://bioresources.cnr.ncsu.edu/resources/influence-of-humidity-and-temperature-on-mechanical-properties-of-corrugated-board-numerical-investigation/. [تدعم البيانات الفنية المتعلقة بطبيعة الورق المقوى المموج الاسترطابية الادعاء بأن أنواع الورق المقوى تتمدد بمعدلات يمكن التنبؤ بها بناءً على الرطوبة]. دور الدليل: التحقق الفني؛ نوع المصدر: مجلة علوم المواد. يدعم: أساس لمخازن الرطوبة. ملاحظة النطاق: تختلف معدلات التمدد باختلاف نوع التموج ومادة البطانة. ↩
"دليل شامل لتفاوت أبعاد الصناديق الكرتونية المموجة - Upack"، https://www.upack.in/blog/post/complete-guide-on-corrugated-box-dimension-tolerance?srsltid=AfmBOoqBfNQXmyumgWlAMQEcTH0nwzEEfylEFcvF2Irf0rEC32mi2CYe. [تؤكد معايير التصنيع لخطوط القوالب الهيكلية أن التعديلات على مستوى المليمتر في عرض الفتحات تقلل بشكل كبير من احتكاك التجميع]. دور الدليل: التحقق الفني؛ نوع المصدر: معيار هندسة التغليف. يدعم: تأثير تعديلات التفاوت المحددة. ملاحظة النطاق: قد تختلف النتائج باختلاف بيئة التجميع. ↩
"تأثيرات الرطوبة النسبية على قوة الضغط لـ..."، https://open.clemson.edu/all_theses/3225/. [تشرح الأدلة الفنية في هندسة التغليف كيف أن الطبيعة الاسترطابية للورق المقوى تتطلب استخدام حواجز رطوبة لمراعاة تمدد المادة في البيئات الرطبة]. دور الدليل: التحقق الفني؛ نوع المصدر: دليل هندسة التغليف. يدعم: ضرورة استخدام حواجز الرطوبة لتجميع خالٍ من الاحتكاك. ملاحظة النطاق: خاص بالمواد القائمة على السليلوز.] ↩
«أهم النصائح لتصميم الفتحات والوصلات لتجميع أجزاء الصفائح المعدنية»، https://www.youtube.com/watch?v=DHcrX_ZnByA. [تحدد معايير الصناعة لتصميم عبوات CAD زيادة تفاوتات الفتحات لمنع إجهاد المادة وتمزقها الناتج عن انتفاخ الورق المقوى]. دور الدليل: معيار صناعي؛ نوع المصدر: مواصفات التصميم. يدعم: استخدام فتحات أوسع لمنع تمزق الورق المقوى. ملاحظة النطاق: ينطبق على عمليات القطع بالقوالب الدقيقة.] ↩
"خفض تكاليف العمالة في خطوط التعبئة والتغليف بتغييرات بسيطة في التغليف"، https://www.pacificbox.com/box-resources/cut-pack-line-labor-costs-with-simple-packaging-changes. [تشير دراسات اللوجستيات والتصنيع إلى أن آليات القفل بدون أدوات تقلل بشكل كبير من ساعات عمل التجميع مقارنةً بالتطبيق اليدوي للمواد اللاصقة]. دور الدليل: فائدة كمية؛ نوع المصدر: دراسة هندسة صناعية. يدعم: الادعاء بأن أنظمة القطع بالقالب تُسرّع جداول التعبئة المشتركة. ملاحظة النطاق: تركز المقارنة على كفاءة العمالة لكل وحدة.] ↩



