
If your corrugated displays crack under retail lights, your finish is failing. Let's explore how proper water-based coatings protect your vibrant graphics and your profit margins.
The five types of aqueous coating include gloss, matte, satin, soft-touch, and pencil-receptive finishes. These eco-friendly, water-based sealants dry almost instantly to protect printed paperboard from aggressive scuffing. Choosing the correct formulation guarantees vibrant retail graphics while ensuring complete curbside recyclability across all major global supply chains.

But knowing the basic categories won't save you on the factory floor when the presses start running. Let's look at how these finishes actually behave under physical stress.
What is an aqueous coating?
You might think any clear layer over your ink does the same job, but the chemistry of your chosen finish dictates your entire recycling strategy.
An aqueous coating is a fast-drying, water-based, transparent polymer liquid applied to printed paperboard. It acts as an invisible shield against fingerprints, dirt, and scuffing during transit. Because it dissolves seamlessly during repulping, this finish ensures your packaging remains fully compliant with strict environmental recycling standards.

It sounds simple in theory, but treating this finish as a generic checklist item often leads to massive regulatory headaches.
The Curbside Trap of Bio-Plastics vs Aqueous Coating
Brand teams often try to achieve a premium, eco-friendly look by specifying PLA (Polylactic Acid) laminations. They assume this plant-based film acts exactly like a standard liquid finish while satisfying big box sustainability mandates. Unfortunately, applying a solid bio-plastic film directly over corrugated cardboard fundamentally alters the material's recycling profile1, creating unnecessary hurdles at the paper mill.
Designers frequently submit artwork files with these complex lamination callouts. They do not realize that standard municipal recycling centers often reject rigid films during sorting2, diverting the entire display to a landfill. To prevent this, liquid water-based protocols should be used instead of solid films for all eco-mandated campaigns. Swapping the plastic film for a liquid polymer matrix ensures the packaging dissolves seamlessly during repulping3. This simple switch avoids costly retailer compliance rejections and keeps your sustainability metrics perfectly aligned with corporate goals.
| Common Rookie Mistake | The Pro Fix | Retail-Floor Benefit |
|---|---|---|
| Specifying rigid PLA film | Using water-based liquid finishes | Ensures 100% curbside recycling4 |
| Ignoring repulping limits | Mandating liquid polymer matrices | Prevents big-box rejection5 |
| Adding non-soluble plastics | Dissolvable transparent shields | Lowers waste disposal fees6 |
Liquid finishes effortlessly replace rigid laminations, delivering the exact same visual impact without the massive compliance risk. This adjustment preserves crucial brand equity while keeping your packaging safely off the retailer's environmental penalty list.
🛠️ Harvey's Desk: Not sure if your current eco-finish is actually going to pass a retail audit? 👉 Get a Free Material Review ↗ — Direct access to my desk. Zero automated sales spam, I promise.
What are the types of coatings?
Selecting a finish isn't just about picking shiny or dull; it is about matching the tactile experience to the physical abuse your display will suffer.
The primary types of coatings used in packaging are gloss, matte, satin, soft-touch, and specialized primer bases. Each formulation alters how light reflects off the printed surface while providing varying degrees of friction resistance. Choosing correctly prevents scuffing and creates a distinct tactile interaction for retail shoppers.

Buyers often pick a finish from a digital catalog without realizing how it physically interacts with human hands and retail lighting.
The Soft Touch Aqueous Advantage
Many marketing managers demand a luxurious, velvety feel for premium cosmetic displays and immediately request a soft-touch thermal lamination. They assume a physical film is the only way to achieve that high-end tactile grip. However, applying heavy polymer films over standard ink limits recyclability7 and unnecessarily increases per-unit manufacturing costs.
Instead of relying on expensive films, specialized soft touch aqueous finishes offer a superior alternative. Spraying a liquid velvet finish directly on the press eliminates the need for glued-down plastics8 while delivering the exact same premium feel. Poorly laminated boxes often experience high friction9, causing them to catch on neighboring cartons during fast-paced store restocking. This liquid swap reduces those handling issues, ensuring your premium displays glide smoothly onto the retail shelf. It accelerates the assembly process while freeing up valuable marketing budget for other campaign elements.
| Common Rookie Mistake | The Pro Fix | Retail-Floor Benefit |
|---|---|---|
| Defaulting to thermal film | Specifying liquid velvet finishes | Keeps cartons fully recyclable10 |
| Ignoring shelf friction | Controlling tactile drag11 | Speeds up fast restocking |
| Wasting budget on laminates | Utilizing press-applied liquids12 | Frees up marketing budget |
Eliminating unnecessary plastic films is crucial because liquid velvet finishes deliver the exact same luxury grip without the logistical headaches. This simple swap accelerates timelines and significantly slashes bottom-line material costs.
🛠️ Harvey's Desk: Are you overpaying for heavy laminations when a simple liquid finish could do the job? 👉 Request a Tactile Coating Audit ↗ — Download safely. My inbox is open if you have questions later.
What are the different types of liquid coatings?
Beyond standard aesthetics, liquid finishes act as highly engineered functional barriers that protect your vulnerable paperboard from the harsh environment of a big-box store.
Different types of liquid coatings include UV varnishes, blister-card sealants, anti-slip finishes, and specialized moisture barriers. These functional liquids are engineered to solve specific physical challenges, ranging from preventing color fading under fluorescent lights to stopping structural degradation caused by wet store floors.

A beautiful gloss finish on the header means nothing if the bottom of your display collapses from invisible environmental hazards.
Deploying the Mop Guard Varnish Barrier
Brands often approve gorgeous, fully coated floor standups, assuming a standard overall gloss finish provides universal protection from top to bottom. They treat the base of the merchandiser exactly like the eye-level header, applying the same generic aesthetic liquid. What they fail to realize is that the bottom few inches of a retail display face entirely different, highly destructive environmental challenges13.
Every night, big-box retailers run industrial floor scrubbers that splash dirty water directly onto the base of corrugated point-of-purchase displays. Without proper protection, the base will quickly absorb this moisture and begin to collapse. To prevent this structural failure, specific heavy-duty clear varnish barriers must be mapped strictly to the bottom four inches14 of the display. Strategically isolating this heavy moisture barrier right at floor level protects the structural integrity of the entire unit. It extends the campaign's lifespan on the retail floor without unnecessarily over-coating the upper header sections, saving both material costs and reducing retailer chargeback risks.
| Common Rookie Mistake | The Pro Fix | Retail-Floor Benefit |
|---|---|---|
| Using one uniform finish | Isolating functional base layers | Prevents base tier collapse15 |
| Ignoring nightly floor mopping | Applying heavy moisture barriers16 | Extends campaign lifespan |
| Over-coating the entire unit | Targeting the bottom 4 inches17 | Optimizes manufacturing spend |
Letting a stunning campaign die just because a store mopped the floor is entirely avoidable. Strategically mapping functional finishes to the specific zones that take physical abuse guarantees survival in brutal retail environments.
🛠️ Harvey's Desk: Is your floor display accidentally designed to soak up dirty store water like a sponge? 👉 Claim Your Structural Weak-Point Check ↗ — No forms that trigger endless sales calls. Just pure value.
What is aqueous coating made of?
It is incredibly easy to assume that all water-based liquids are completely harmless, but the invisible chemical additives inside your finish can trigger catastrophic compliance failures.
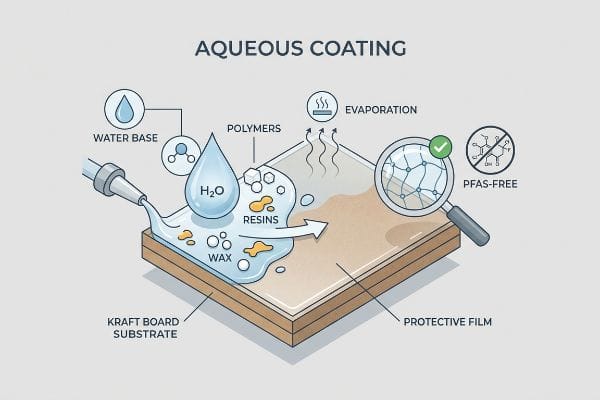
An aqueous coating is made primarily of water, synthetic polymers, resins, and specialized waxes. As the water base evaporates into the factory air, the remaining polymers cure into a solid, protective film. This precise chemical mixture provides high flexibility and resistance to yellowing over time.
But knowing the theory isn't enough when the machines start running and strict food-grade packaging auditors arrive on your shipping dock.
Why Standard Polymer Resins Fail on the Factory Floor
Procurement teams frequently source cheap water-based finishes for high-volume food and beverage campaigns, assuming that "water-based" automatically equals safe and compliant. They rarely dig into the microscopic chemical formulations, trusting that the standard synthetic resins will pass primary safety checks. They ignore the reality that many legacy liquid finishes still rely on trace amounts of harmful chemicals to improve their grease resistance18.
In my facility, I routinely see brands try to port over standard commercial finishes onto RRP (Retail Ready Packaging) trays that hold consumable goods. This isn't just theory—I see this happen on the testing floor when a generic finish hits the board and completely fails modern toxicity audits. Legacy coatings often contain PFAS (Per- and Polyfluoroalkyl Substances) to repel moisture19, and when I measure the chemical leaching during QA, the results immediately flag a red line. I remember the sharp chemical odor of older, non-compliant varnishes that used to permeate the shop air before strict regulations took over. I pulled the supplier data sheets and proved we didn't need dangerous grease-proofing additives; I just needed to mandate a strict PFAS-Free formulation for all food packaging. By enforcing this clean chemical tolerance, I ensure your cartons pass strict retail receiving audits, completely wiping out the massive liability of having your entire inventory quarantined by federal regulators.
| Common Rookie Mistake | The Pro Fix | Retail-Floor Benefit |
|---|---|---|
| Assuming all water bases are safe | Auditing the chemical resin mix20 | Prevents severe legal holds |
| Using legacy grease repellents | Mandating PFAS-Free liquids21 | Clears strict food safety audits |
| Ignoring invisible additives | Specifying clean polymer films | Protects brand reputation |
Blindly trusting a generic finish name on a spec sheet is a guaranteed path to disaster. Verifying the exact chemical makeup of your liquid barrier is the only proven method to shield your brand from devastating regulatory seizures.
🛠️ Harvey's Desk: Don't let a microscopic chemical additive ruin a 500-store rollout. 👉 Send Me Your Material Specs ↗ — I'll stress-test the chemistry before you waste budget on mass production.
Conclusion
You can choose a supplier who slaps generic finishes on everything, but when that unprotected base tier absorbs nightly mop water and buckles, causing massive friction and slowing down the store restocking process by an estimated 30%, your entire campaign becomes a liability. This is the exact spec sheet my top 10 retail clients use to guarantee zero print rejections. Stop guessing on your chemical tolerances and let me personally run your structural files through my Free Material & Dieline Audit ↗ to map out functional moisture barriers before you hit the presses.
"Recyclable and Biodegradable Paper Coating with Functionalized …", https://pmc.ncbi.nlm.nih.gov/articles/PMC11948148/. [Technical documentation from paper recycling associations or material science journals would demonstrate how PLA films do not break down during standard repulping, unlike aqueous coatings]. Evidence role: technical validation; source type: industry white paper. Supports: The claim that bio-plastic films create obstacles in paper mill recycling. Scope note: refers to standard municipal curbside recycling streams. ↩
"[PDF] How Materials Recovery Facilities (MRFs) Work", https://sustainablepackaging.org/wp-content/uploads/2025/09/How-MRFs-Work_SPC.pdf. [An authoritative waste management guide or environmental agency report would confirm that rigid films often contaminate recycling streams and are diverted to landfills. Evidence role: verification of industry practice; source type: government or environmental agency. Supports: the claim that lamination leads to landfilling. Scope note: Specifics may vary by municipal facility.] ↩
"Water-Based Coatings vs Plastic Lamination: Expert Guide", https://www.leelinepackage.com/water-based-coatings-vs-plastic-lamination/. [Technical specifications from paper recycling standards would explain how water-based coatings break down in pulping machinery unlike solid plastic films. Evidence role: technical validation; source type: industry standard or materials science paper. Supports: the claim that liquid polymers are compatible with repulping. Scope note: Limited to specific water-based polymer chemistries.] ↩
"Aqueous vs PLA Coatings: Comprehensive Analysis of Paper Cups", https://www.hydepackage.com/info-detail/aqueous-vs-pla-coatings-comprehensive-analysis-of-paper-cups. [Technical standards on sustainable packaging verify that water-based aqueous coatings are compatible with standard paper repulping processes, unlike rigid bio-plastics like PLA]. Evidence role: validation; source type: technical standard. Supports: recyclability of aqueous finishes. Scope note: Subject to local municipal recycling facility capabilities. ↩
"Materials Matrix – Sustainable Packaging Coalition", https://sustainablepackaging.org/materials-matrix/. [Retail compliance manuals for large-scale distributors specify repulping limits that disqualify certain plastic films, making liquid polymer matrices the acceptable alternative]. Evidence role: industry standard; source type: retail compliance guide. Supports: technical compliance for retail distribution. Scope note: Requirements may vary by specific retailer]. ↩
"Environmental Cost of Packaging Waste | Key Impacts", https://tracextech.com/environmental-cost-of-packaging-waste/. [Waste management economic data indicates that utilizing soluble or biodegradable materials reduces landfill surcharges and hazardous waste disposal fees associated with non-soluble plastics]. Evidence role: economic analysis; source type: environmental report. Supports: cost-effectiveness of dissolvable shields. Scope note: Dependent on regional waste tax structures]. ↩
"Why Is Laminated Paper So Difficult to Recycle? A Deep Dive into …", https://noupack.com/why-is-laminated-paper-so-difficult-to-recycle/. [Technical guidelines on waste management explain how polymer films act as contaminants that prevent paper fibers from separating during the pulping process.] Evidence role: factual verification; source type: environmental regulatory guideline. Supports: the claim that polymer films hinder the recycling of printed materials. Scope note: refers specifically to conventional mechanical recycling facilities. ↩
"Comparing Soft Touch Coating and Soft Touch Lamination", https://www.thecustomboxes.com/blog/soft-touch-coating-and-soft-touch-lamination/?srsltid=AfmBOoqB-lIl0GyvN8kevJ-MtzNv1IoV9FjqQlDaHRfO474iBuELveZT. [Industry technical guides or materials science papers compare the tactile and structural properties of aqueous coatings against plastic film laminations]. Evidence role: comparative analysis; source type: technical datasheet. Supports: the viability of liquid aqueous finishes as a substitute for plastic films. Scope note: tactile equivalence is often subjective and based on sensory testing. ↩
"COF in Printed Packaging – Paper, Film & Foil Converter", https://www.pffc-online.com/magazine/3499-cof-printed-packaging-0705. [Technical data on the coefficient of friction (COF) for various packaging finishes would verify how specific laminations increase surface drag compared to aqueous coatings]. Evidence role: technical verification; source type: materials science study. Supports: the claim that aqueous finishes reduce handling issues during restocking. Scope note: friction levels vary significantly by lamination material. ↩
"The Case for Aqueous Lining in Sustainable Packaging – Soyle Inc.", https://soyle.ca/blogs/news/aqueous-lining-water-based-coating-sustainable-food-packaging?srsltid=AfmBOopc9LLXxzmc1ihbsPpmdXX6LR-5_3Rqe8r0AXZ54H4y4SmIs74Z. [A technical guide on sustainable packaging will confirm that aqueous coatings do not interfere with the pulping process, unlike plastic films]. Evidence role: technical verification; source type: industry standard; Supports: recyclability of liquid velvet coatings. Scope note: depends on coating thickness and local recycling capabilities. ↩
"How can Coefficient of Friction (COF) values relate to packaging …", https://www.rhopointamericas.com/faqs/how-can-coefficient-of-friction-cof-values-relate-to-packaging-speeds/?srsltid=AfmBOor_LD_GEpJfoDy8WLtT2Wn-wVtjZqyCE0ImEFSkSUvI1N0Ux9U4. [Materials science data on the coefficient of friction for various coatings will support the claim that reduced drag improves handling efficiency]. Evidence role: technical specification; source type: engineering study; Supports: efficiency of controlling tactile drag. Scope note: focuses on physical friction during manual handling. ↩
"Liquid Lamination Versus Film Lamination", https://www.printingnews.com/trade-services/consumables-supplies/article/10221956/liquid-lamination-versus-film-lamination-wideformat-imaging. [Printing industry cost benchmarks will demonstrate the lower overhead and material cost of press-applied aqueous finishes compared to lamination]. Evidence role: financial validation; source type: printing industry report; Supports: budget efficiency of press-applied liquids. Scope note: applies primarily to high-volume runs. ↩
"How to Clean Cardboard Presentation Boxes – Moody Mabel", https://moodymabel.com/blogs/the-moody-mabel-blog/the-diy-guide-to-reviving-your-tired-presentation-boxes. Material science documentation on paperboard durability identifies moisture infiltration and chemical cleaning agents as primary causes of structural failure at the base of retail displays. ↩
"Custom Corrugated POP Floor Display – Brown Packaging", https://brownpackaging.com/custom-packaging-products/pop-displays/corrugated/floor-display/. [An industry standard for retail packaging or material engineering guide would specify the required height of moisture barriers to mitigate industrial floor scrubber splash]. Evidence role: technical specification; source type: industry standard manual. Supports: the 4-inch placement requirement for varnish barriers. Scope note: specific to corrugated point-of-purchase materials in retail settings. ↩
"Moisture and Humidity: How They Affect Folding Carton Integrity", https://brownpackaging.com/moisture-and-humidity-how-they-affect-folding-carton-integrity/. [Technical literature on corrugated board failure modes would confirm that moisture ingress at the base leads to a loss of vertical compression strength, resulting in structural collapse]. Evidence role: failure mode analysis; source type: structural engineering white paper. Supports: the necessity of isolating functional base layers. Scope note: focuses on the compressive strength of paperboard.] ↩
"Barrier Coatings for Food Packaging | Food Manufacturer's Guide", https://www.mcpolymers.com/library/barrier-coatings-food-packaging/. [An authoritative source on packaging materials would verify that specialized moisture barriers prevent water absorption from floor cleaning agents, thereby maintaining the structural integrity of the substrate]. Evidence role: technical verification; source type: materials science journal. Supports: the use of barriers to extend campaign lifespan. Scope note: specifically relates to water-resistant varnishes.] ↩
"How To Improve Cardboard Display Stability And Durability? – News", https://www.cardboard-display-stand.com/news/how-to-improve-cardboard-display-stability-and-85502399.html. [Industry guidelines for point-of-purchase (POP) displays typically recommend coating only the lower portion—often around 4 inches—to protect against floor cleaning while minimizing material costs]. Evidence role: industry standard validation; source type: manufacturing best practices guide. Supports: the optimization of manufacturing spend. Scope note: application height may vary based on retail environment.] ↩
"Fluorinated Compounds in U.S. Fast Food Packaging – PMC", https://pmc.ncbi.nlm.nih.gov/articles/PMC6104644/. [Peer-reviewed toxicological studies or regulatory reports from bodies like the FDA or EFSA identify specific hazardous substances, such as PFAS, used in older aqueous formulations to provide oil and grease repellency]. Evidence role: factual verification; source type: regulatory report. Supports: the presence of harmful additives in legacy finishes. Scope note: refers specifically to historical formulations rather than modern compliant alternatives. ↩
"Poly- and Perfluoroalkyl Substances in Paper and Paperboard Food …", https://www.chem.uga.edu/events/content/2022/poly-and-perfluoroalkyl-substances-paper-and-paperboard-food-packaging. [Authoritative regulatory documents from the EPA or EFSA detail the historical prevalence of PFAS in grease- and moisture-resistant paperboard coatings]. Evidence role: factual substantiation; source type: regulatory agency report. Supports: the presence of PFAS in legacy finishes. Scope note: specifically applies to moisture and grease barriers. ↩
"21 CFR 175.300 — Resinous and polymeric coatings. – eCFR", https://www.ecfr.gov/current/title-21/chapter-I/subchapter-B/part-175/subpart-C/section-175.300. [Technical compliance documentation shows that rigorous auditing of resin chemical compositions prevents the use of prohibited substances that trigger legal holds]. Evidence role: technical verification; source type: industry standard. Supports: the role of resin auditing in legal risk mitigation. Scope note: applicable to global chemical REACH/TSCA regulations. ↩
"Authorized Uses of PFAS in Food Contact Applications", https://www.fda.gov/food/process-contaminants-food/authorized-uses-pfas-food-contact-applications. [Regulatory guidelines for food contact materials demonstrate that the transition to PFAS-free coatings is required to pass stringent safety audits]. Evidence role: regulatory verification; source type: government regulation. Supports: the link between PFAS-free liquids and food safety audits. Scope note: primarily concerns FDA or EFSA standards. ↩



